- 品牌
- VISEE,慧炬
- 型号
- G300
- 类型
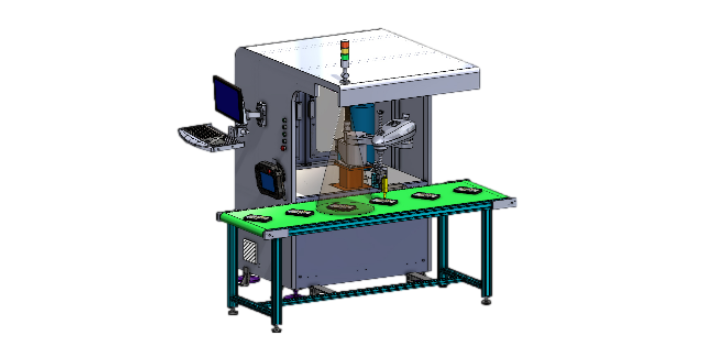
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
点胶机的规范操作是保证点胶质量的关键,其操作流程主要包括前期准备、参数设置、试机调试和正式生产四个步骤。前期准备需检查流体材料的型号和状态,确保无杂质、无气泡,并将其装入供料系统;同时清洁产品表面,避免灰尘影响胶水附着力。参数设置阶段,通过控制系统输入点胶量、速度、压力等参数,根据产品图纸编程点胶轨迹。试机调试时,先进行少量点胶测试,检查胶点大小、形状和位置是否符合要求,必要时调整参数。正式生产过程中,操作人员需实时监控设备运行状态,定期检查针头是否堵塞、材料是否充足,确保生产连续稳定。精密点胶机在光纤连接器端面点涂匹配液,胶膜厚度控制在 1-3μm,插入损耗<0.1dB。福建皮带跟随点胶机
点胶机
科学的维护保养能延长点胶机的使用寿命,保证设备性能稳定。每日开机前需检查气源、电源连接是否正常,供胶系统有无泄漏,针头是否安装牢固。工作结束后,必须对供胶管路和针头进行清洗,对于环氧树脂等固化后难以除去的胶水,需使用溶剂冲洗,避免残留胶水固化堵塞管路。每周应检查机械臂的运动轨道,除去灰尘和杂质,涂抹润滑脂,确保运动顺畅;对视觉系统的镜头进行清洁,防止油污影响成像质量。每月需校准点胶精度,通过标准治具测试不同胶量下的实际出胶量,与设定值对比,偏差超过 5% 时需调整压力、时间等参数。此外,定期检查电气元件的接线端子是否松动,避免因接触不良导致设备故障。湖南半导体点胶机排名防爆点胶机适用于易燃易爆胶黏剂,在航空插头封装中安全作业,通过 ATEX 认证。
点胶机的工作原理基于对流体材料的精确输送和控制。其流程包括流体储存、输送、计量和涂布四个环节。首先,胶水等流体材料被存储在料筒或容器中,通过气压、螺杆或活塞等驱动方式,将流体输送至点胶针头。在输送过程中,控制系统根据预设的参数,如点胶量、点胶速度、点胶时间等,精确计量流体的输出量。当流体到达点胶针头后,针头按照设定的轨迹移动,将流体均匀地涂布在产品表面或缝隙处。整个过程通过传感器实时监测,确保点胶位置、流量和形状符合要求,从而实现高精度、高稳定性的点胶作业。
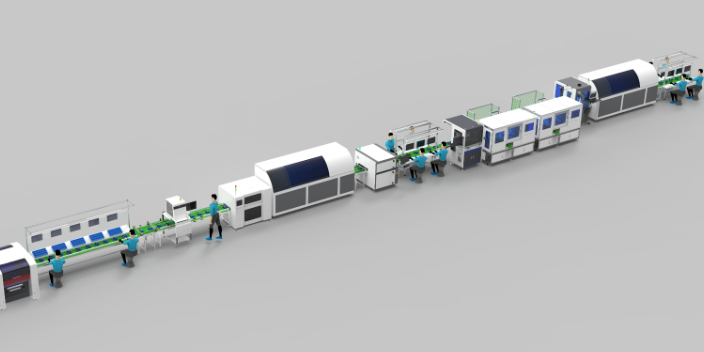
点胶机与自动化生产线的集成,是实现智能制造的重要环节,其中心在于信息交互与节奏匹配。集成方案通常包括机械对接、电气通讯和软件协同三部分。机械上,点胶机通过传送带与前后工序设备连接,配备自动上料、下料机构,实现产品的无人化转运;电气方面,采用 PLC(可编程逻辑控制器)或工业以太网,使点胶机与生产线控制系统实时交换信息,如产品型号、生产数量、故障报警等;软件上,通过 MES(制造执行系统)统一管理生产数据,根据订单需求自动调整点胶机的工作参数,实现柔性生产。在手机外壳的生产线上,点胶机接收前序设备传来的外壳位置信息后,自动调用对应型号的点胶程序,完成边框点胶后将产品送至固化炉,整个过程无需人工干预,生产效率提升 40% 以上。点胶机搭载温度传感器,实时监测胶水温度,自动调节加热功率,保持胶水粘度稳定。
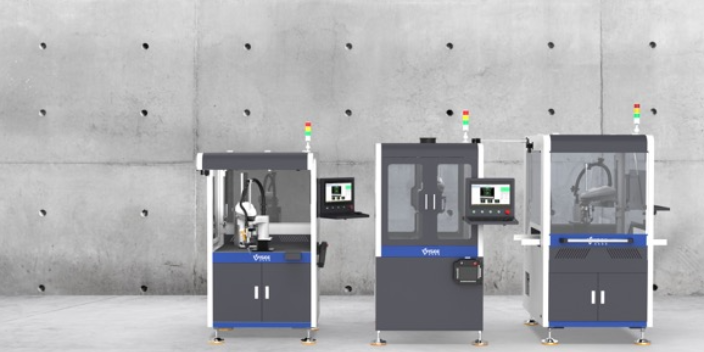
全自动点胶机凭借高度的自动化与智能化,成为大规模生产中的主流设备。它集成了机械臂、视觉定位系统、精密供胶装置和计算机控制系统,可实现从产品上料、定位、点胶到下料的全流程自动化。其优势体现在三个方面:一是精度高,通过视觉系统识别产品基准点,定位误差可控制在 ±0.01mm 以内,满足微型电子元件的点胶需求;二是效率高,单台设备每小时可完成数千次点胶动作,且能 24 小时连续运行;三是灵活性强,通过编程可快速切换不同产品的点胶程序,适应多品种、小批量的生产模式。在智能手机摄像头模组的生产中,全自动点胶机能在 0.5mm×0.5mm 的芯片上均匀点涂 UV 胶,确保镜头与模组的稳固粘接,且胶型一致性达到 99% 以上。硅胶点胶机搭载静态混合管,在新能源电池 PACK 密封处均匀涂胶,耐温范围 - 40℃至 200℃。四川视觉编程点胶机销售厂家
点胶机搭载防滴漏阀,在点胶结束时自动关闭胶路,避免 PCB 板上出现多余胶点。福建皮带跟随点胶机
人机协作模式的引入,使点胶机在柔性生产中更具适应性。协作式点胶机器人配备力觉传感器,当与操作人员发生接触时,能在 0.1 秒内停止运动,接触力不超过 50N,确保人员安全。在小型电子产品的返修点胶中,工人可手持工件在机器人工作范围内自由移动,机器人通过视觉跟踪实时调整点胶位置,实现 “人动机器随” 的灵活作业模式,返修效率提升 50%。设备的安全防护系统还包括红外感应区域,当人员进入危险区域时自动降低运行速度,离开后恢复正常速度,兼顾了生产效率与操作安全。福建皮带跟随点胶机
- 四川引脚包封点胶机企业 2026-05-15
- 江西机器人点胶机哪家好 2026-05-15
- 江西机器人点胶机技巧 2026-05-15
- 辽宁高速点胶机价格 2026-05-15
- 陕西跟随点胶机企业 2026-05-15
- 上海新能源点胶机价格 2026-05-15
- 河北高精度点胶机建议 2026-05-15
- 湖北4轴点胶机厂商 2026-05-15
- 重庆CCD点胶机销售厂家 2026-05-15
- 江西半导体点胶机哪家好 2026-05-15
- 河北CCD点胶机建议 2026-05-15
- 天津视觉编程点胶机哪家好 2026-05-15