- 品牌
- 武汉创能
- 型号
- 创能
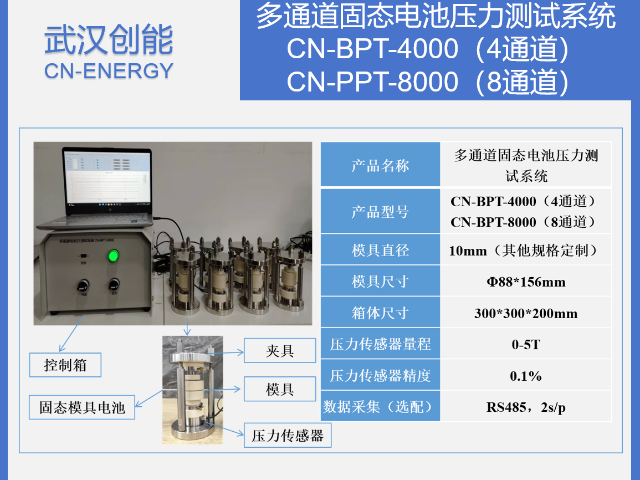
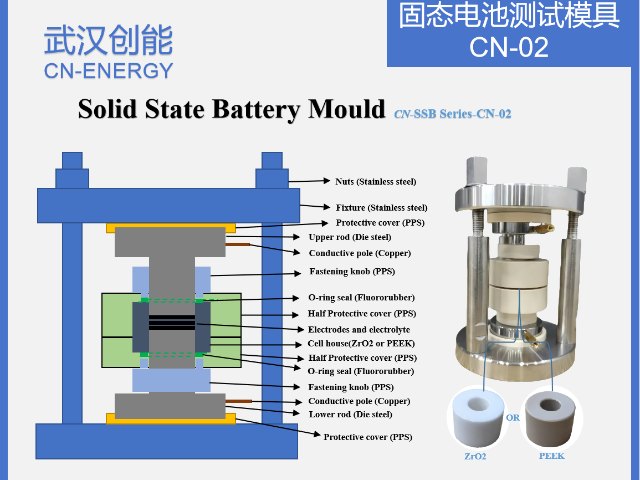
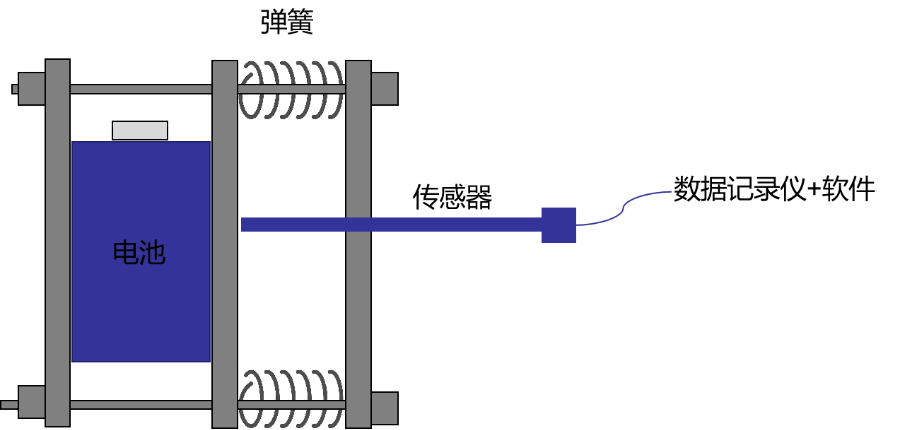
加压目的软包电池 :加压主要是为了抑制电池在充放电过程中的膨胀,防止电池因过度膨胀导致内部极片间距增大、电解液分布不均等问题,从而提高电池的循环寿命和性能稳定性。例如在对三元聚合物软包锂离子电池的实验中,施加适当的压力能让电芯接触更加紧密,使电解液保持良好状态,减少活性锂的损失,提升电池中后期的充放电性能。固态电池 :加压主要是为了确保电池内部各层之间良好的机械接触,使电极与固态电解质之间充分贴合,降低界面电阻,提高界面稳定性,进而提升电池的整体性能,比如在采用粉末压制法制备致密的固体电解质圆片时,需要与正极和负极层贴合并施加压力。环保电池加压测试,秉持绿色理念,减少能耗与污染,符合可持续发展。武汉锂离子电池加压测试价格

武汉创能新能源科技在电池加压测试领域的首要优势是前沿技术创新。我们的夹具集成了AI驱动的高精度传感器,能实时调整压力参数,确保测试误差低于行业标准0.2%。这种技术突破源于多年研发投入,例如压力反馈系统,它自动补偿环境变量,提升数据一致性。相较于市场服务,这为客户提供了更可靠的测试结果,缩短研发周期40%,并支持定制化需求。电池加压测试通过此优势,不仅降低了产品缺陷率,还赋能了行业标准升级,推动全球电池技术的进步。山东软包电池加压测试价格灵活定制电池加压测试,依据客户需求打造专属测试方案。

UL 1642《锂电池安全标准》:规定锂电池在 1.2m 跌落测试后,需通过 100kPa 压力测试,以验证电池在经历一定的机械冲击后,其外壳密封性和结构稳定性是否仍能保证电池的安全性能,防止出现漏液、短路等危险情况。ISO 12405-4《电动汽车用锂离子动力蓄电池包和系统 第 4 部分:安全要求与测试规范》:对电动汽车用锂离子电池的挤压等机械滥用测试有相关要求,旨在确保电池在车辆运行过程中可能遇到的各种机械应力条件下的安全性和可靠性,包括在不同的环境温度下进行加压测试,观察电池的性能变化和安全状况。
压力大小与范围软包电池 :通常施加的压力相对较小,一般在几百 kPa 的量级,如常见的压力值在 69kPa、110kPa、179kPa、248kPa 等。当压力过大时,可能会对电池造成损坏;而压力过小时,又不能有效抑制电池膨胀。固态电池 :所需的压力通常较大,一般在几十 mpa 到几百 mpa 之间,例如压机压到 1 吨压力约等于压强 125mpa(10mm 内径模具),压力可至 500mpa 甚至更高,以确保各层之间紧密贴合,获得良好的电化学性能。测试结果及应用软包电池 :在合适的压力下,电池的循环寿命可得到有效延长,容量衰减减缓,如某 37Ah 叠片式软包锂离子电池在 69kPa 的压力下,经过 2000 次循环后仍能保持较好的放电能力,相比未加压电池,其寿命周期可往后推 10% 以上。此外,加压还可改善电池的倍率性能、安全性等。固态电池 :通过加压测试,可以确定不同材料体系固态电池的工作压力范围,优化电池的制备工艺和性能,提高固态电池的能量密度、循环寿命等关键指标,为固态电池的实际应用提供重要的数据支持和理论依据。环保理念电池加压测试,推动电池测试行业绿色发展。
测试目的评估机械安全性: 模拟电动汽车碰撞、设备跌落、重物压迫等场景下电池承受挤压力的能力。触发内部短路: 通过施加压力,故意使电池内部隔膜破裂、正负极接触,引发内部短路,观察电池在短路状态下的行为(如温升、冒烟、起火)。研究热失控传播: 在电池模组或电池包级别,测试一个单体电池受压失效后,是否会将热量和火焰传播到相邻电池。验证设计可靠性: 评估电池包结构设计(如电池支架、防护梁、隔热材料)对内部电池在受压时的保护效果。满足法规标准: 许多国家和行业标准(如GB 38031, UN 38.3, IEC 62660-2, UL 1642, SAE J2464)都强制要求进行不同形式的加压/挤压测试。稳定运行电池加压测试,持续稳定工作,确保测试任务按时完成。太原硅电池加压测试公司推荐
高效电池加压测试,快速模拟工况,加速检测进程,节省宝贵研发时间。武汉锂离子电池加压测试价格
通用操作注意事项安全第一:所有测试必须在单独的安全测试间进行,远离火源和易燃物;操作人员需穿戴全套防护装备(防化服、护目镜、绝缘手套),并提前熟悉应急处理流程(如电解液泄漏用沙土覆盖,起火用 D 类灭火器)。参数校准:压力传感器、电压源、温度记录仪需每半年校准一次,确保测试数据准确(误差需≤±2%)。环境控制:测试环境温度保持 25±5℃,湿度 45%-75%,避免极端环境影响电池状态(如低温可能导致电解液凝固,高温可能加速反应)。重复测试:同一批次样品需至少测试 3 次,以排除个体差异,结果取平均值或 worst-case。武汉锂离子电池加压测试价格

电池加压测试的结果分析涉及多个性能指标。在合适的压力下,电池的循环寿命可以得到有效延长,容量衰减减缓。研究表明,某37Ah叠片式软包锂离子电池在69kPa的压力下,经过2000次循环后仍能保持较好的放电能力,相比未加压电池,其寿命周期可延长10%以上。加压测试还能改善电池的倍率性能和安全性能,通过优化压力参数,可以确定不同材料体系电池的比较好工作压力范围,为电池的实际应用提供重要的数据支持。固态电池的加压测试具有其特殊性,由于固态电解质需要良好的界面接触,通常需要施加较大的压力。测试压力可高达500MPa甚至更高,以确保各层之间紧密贴合,获得良好的电化学性能。加压测试有助于确定不同材料体系固态...
- 深圳叠片电池加压测试价格 2026-04-20
- 黑龙江叠片电池加压测试 2026-04-19
- 南京硅电池加压测试 2026-04-19
- 吉林硅电池加压测试 2026-04-19
- 海口实验室电池加压测试价格 2026-04-19
- 陕西锂电池加压测试公司推荐 2026-04-19
- 深圳软包电池加压测试 2026-04-19
- 佛山硅电池加压测试公司推荐 2026-04-19
- 昆明电池加压测试价格 2026-04-19
- 东莞锂离子电池加压测试价格 2026-04-19
- 上海电池加压测试 2026-04-19
- 太原硅电池加压测试公司推荐 2026-04-19
- 锂离子电池加压测试方法图解 2026-04-19
- 山西软包电池加压测试公司推荐 2026-04-19
- 贵州电池加压测试公司推荐 2026-04-19
- 南宁实验室电池加压测试 2026-04-18

- 海口实验室电池加压测试价格 04-19
- 陕西锂电池加压测试公司推荐 04-19
- 深圳软包电池加压测试 04-19
- 佛山硅电池加压测试公司推荐 04-19
- 昆明电池加压测试价格 04-19
- 东莞锂离子电池加压测试价格 04-19
- 合肥软包电池加压测试公司推荐 04-19
- 上海电池加压测试公司推荐 04-19
- 固态电池加压测试讲解 04-19
- 南宁软包电池加压测试价格 04-19