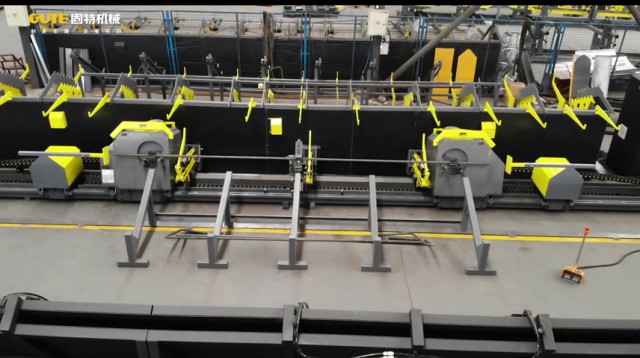
斜面卧式数控钢筋弯曲中心设备特点:1、钢筋托料采用曲柄连杆机构,钢筋托起的同时,将钢筋送至弯曲机头上方,便于操作人员放料,降低工人劳动强度,此外采用电机减速机驱动,所有托料杆动作一致,传动平稳可靠。2、弯曲机头行走机构采用齿轮齿条柔性啮合,解决了由于制造误差导致齿条与齿轮啮合不完全的问题,齿条为加厚型,刚性足,行走定位准确、更平稳。3、弯曲主轴采用花键设计,主轴本身采用***合金钢经特殊工艺制作,具有强度高、***,使用寿命长的特点。4、左、右弯曲机头、夹持器处均设有钢筋自动卸料钩,加工较长钢筋时,仍可实现钢筋的自动卸料。5、弯曲盘设有钢筋铁屑收集护罩,防止大量铁屑落入减速机内,对减速机造成磨损。6、弯曲机头采用倾斜式安装,便于钢筋的上料和卸料。7、钢筋夹持器采用双作用气缸,夹持钢筋时,保证左右同时夹紧,更换钢筋规格时,无需调整夹持器。8、操作系统具有柔性安全保护功能,防止弯曲检测光电失灵时,仍在执行弯曲动作,对机械机构造成损坏。9、操作系统设有强大的数据库,对于大圆弧、长度递增变化筋,均可一键设置,无需人工每次输入参数。了具有弯曲中心应有的特点外,配置不同桩头、桩头套,拆装方便;浙江哪里有数控钢筋弯曲中心厂家直销
是传统加工设备产量的10倍以上。数控钢筋将设备的组件置于非工作组状态。2断开主电源开关。3锁好控制柜和控制台,并将钥匙放在安全的地方。4在设备容易生锈的地方涂防锈油。5用塑料或绉布覆盖机器。随着社会经济的不断发展和精细化管理的不断深化,传统的简单钢材加工方法和诸多不利因素受到了相当大的制约。数控加工技术与传统加工技术相比的优势也十分突出。目前,国内铁路建设的钢材加工技术还比较落后,设备和手段普遍陈旧。传统的方法主要是手工和手工,生产效率低、耗时长、零件质量差、劳动强度大、成本高。在一定程度上制约了工程质量,同时钢筋加工也成为制约现代施工进度的瓶颈。数控钢筋加工设备采用高人机亲和力的高智能数控系统,按预先设定的程序加工所需的钢筋。充分保证了钢筋的定尺、矫直、切割、弯曲精度,具有一次弯曲合格率高的特点;数控钢材加工工艺精度高,能耗**降低,相应的设备流程布置合理。真正拥有,节省时间、劳力、材料和土地。生产效率大幅度提高,操作人员劳动强度大幅度降低,经济效益和社会效益大幅度提高,钢筋标准化操作水平提高和提高,推广应用价值。湖北生产数控钢筋弯曲中心好不好用计算机编程,可存储上百种图形。

我们发现,随着科技的发展,各种机械设备在飞速的发展,数控钢筋弯曲中心逐渐取代手工,成为弯曲钢的主要生产能力。这**提高了工作效率,提高了弯曲精度。然后,使用数控钢筋弯曲中心时。我们应该注意哪些问题呢?1、安全提示在数控钢筋弯曲中心进行钢筋弯曲加工时,不能进行加油操作,不能除去设备污染,因为在设备运行中容易造成执行其他操作时的安全问题。2、使用规范使用数控钢筋弯曲中心弯曲钢筋,不能使钢筋弯曲超过规定的直径,且速度不能太快,否则很容易导致设备损坏,无法完成弯曲工作得很好。3、适用类型由于钢筋的种类,弯曲之间,需要注意钢的类型,然后更换相应的芯轴,特别适用于高硬度或低合金钢。使用数控钢筋弯曲中心时必须注意以上几点,这对于设备的正常运行和提高安全性非常重要。以上的就是我们为大家分享的数控钢筋弯曲中心使用注意事项,希望对大家有所帮助,当然如果你有更好的见解我们随时乐意和你进行线上交流。
立式数控钢筋弯曲中心安全操作规程立式数控钢筋弯曲中心是一个自动化程度较高的设备,每个单机既可**动作,又可相互联系协调一致连续动作。如果对机器不熟悉的人员使用设备容易引起事故,将会造***员或机器的损伤。因此,设备的操作人员必须进行严格培训,熟悉机器的功能、特点和操作方法,严格按使用手册的要求进行操作。开机前准备1操作人员必须戴好安全帽及防护手套,否则不准进入现场。2确认机器周围没有其他非操作人员,以防出现意外造成难以挽回的后果。3为使机台具备良好的工况,开机前,应给各润滑点处加注润滑脂。4检查齿轮箱内的齿轮油是否充足.应使齿轮油处于油标的中间偏上位置,油面过低应及时补充齿轮油。5检查弯曲轴和中心轴是否能够正常使用。6检查气源、电源是否都已经接通。7检查各电器线路开关是否正常;检查各气管是否完好。安全操作规程1接通电源后。2各单机分别试运转,并观察其运转情况。3在确保其无异常情况后,方可联机启动。4联机启动后,严禁开机状态身体靠近或用手触摸机器,防止挤手或其他外。5操作台上的急停开关应始终处于容易控制状态,周围空间要足够大,这样有利于工作人员紧急停车,避免人身设备伤害。6气管路中的压缩空气的压力通过调压过滤器进行调整。可量身定制成型轮,能弯曲复杂钢筋图形。

2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。特别适合建筑、隧道、桥梁工程施工时钢筋产品的自动化需求。海南本地数控钢筋弯曲中心价格
柔性分体连接机构,运输、转场方便。浙江哪里有数控钢筋弯曲中心厂家直销
造成了材料的浪费。3、人工校直过程中,其次拉直的长度很难控制一致,这样在下料时,也会出现料头,同样成了材料的浪费。4、无论是人工校直还是校直机校直,都有一个共同缺陷,就是施工现场占用面积大。校直机约占十几米的长度,人工校直要占几十米的长度。这在城市施工会有困难。5、目前的弯曲成型,较大程度上依赖于手工成型,人工在工作台上通过简陋的手工工具,进行成型。在条件较好的单位或工地上使用弯箍机成型。6、由于人工加工及半机械化加工,箍筋的尺寸及角度的一致性不好,分散程度产品用途:建筑工程、钢筋工程。以上就是关于数控钢筋弯曲中心与人工相比的优势,希望对大家有帮助。返回搜狐,查看更多责任编辑:声明:该文观点***作者本人,搜狐号系信息发布平台,搜狐*提供信息存储空间服务。阅读。浙江哪里有数控钢筋弯曲中心厂家直销