数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速4.采用气缸驱动设备中间夹持器压紧钢筋,钢筋定位牢固准确,确保弯曲精度5中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.**度移动轨道,经久耐用。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。11.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,**大限度延长了设备的使用寿命。数控钢筋弯曲机生产效率高,平均每日加工量 6000-8000 根。山东什么是数控钢筋弯曲中心的案例
根据钢筋直径的不同,选择每次生产钢筋的根数,调整好数控弯曲中心左右机头的长度和角度补偿值。数控机床数控弯曲中心机有致力于多层建筑、高速路、铁路、大中型公路桥梁等工程项目钢筋混凝土内主骨架钢筋的弯曲加工性能商品,能加工直经φ32mm的**度矩形管。特性是正中间有一个钢筋加紧组织,有2个发功机在特殊的路轨上能够随意挪动弯曲。具有在一个工作中模块内另外开展双重弯曲的生产能力。1、数控弯曲中心***电子零件决策商品特性靠谱返修率低选用進口**型CNC自动控制系统,大品牌交流伺服电机,数控钢筋加工中心,融合触摸屏控制页面实际操作便捷电机控制程序流程内可存高达上千种图型并下设数据库查询。2、数控弯曲中心一体化设计方案,**度挪动路轨设计方案,坚固耐用使用方便地,一个循环系统可弯曲好几个视角**度全自动送料架,实承重原料软性加紧组织保证零件的成形精密度伸缩节弯曲轴保持了钢筋的双重弯曲学习培训方便使用简洁明了,1个钟头就能懂得。3、精益求精数控弯曲中心折弯前板,全自动数控弯曲中心,折弯芯棒选用***钢才调质处理,耐磨损,使用期长。每一零件均细致加工制做。装配工平均专业技能培训。云南马蹄筋数控钢筋弯曲中心厂家直销Φ28螺纹钢筋正、反弯曲,满足客户需要。

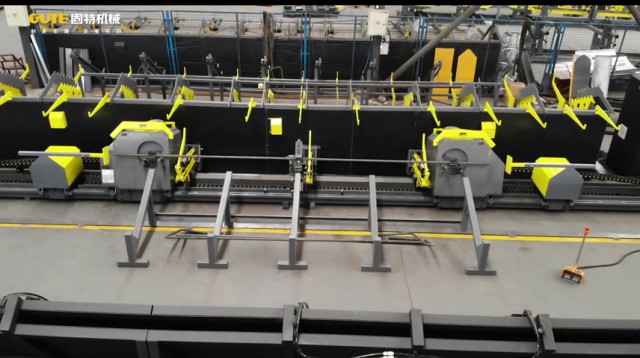
数控钢筋弯曲中心产品简介:PLC采用德国西门子,信号畅通,反馈准,编码器和伺服电机采用****,线数高,信号反馈准,保证了钢筋弯曲角度精细,其它元器件采用国内****正泰电器。数控钢筋弯曲中心具有在一个工作循环内同时进行双向弯曲的功能,两个弯曲主机可单独也可同时工作,只需一次夹紧,**提高生产效率,降低工人劳动强度。广泛应用于桥梁建筑等工程的钢筋加工中。ZJBC2-V32数控钢筋弯曲中心该设备具有对建筑用12-32mm直条钢筋实现自动化弯曲的**装备。在一个工作循环内同时进行双向弯曲的功能,两个弯曲主机可单独也可同时工作,只需一次夹紧,**提高生产效率,降低工人劳动强度。广泛应用于桥梁建筑等工程的钢筋加工中。数控钢筋弯曲中心产品特点:智能化操作、采用模块化输入,对操作人员素质要求不高。加工长度,角度调整简单容易。伺服PLC控制,计算机编程,可存储几百种图形。双向数控移动弯曲,也可单机头**动作。生产效率高,平均每日加工量5500根/1人,可代替22名工人,是传统加工设备产量的10倍以上,降低人工成本。成品加工误差小,材料损耗低。降低材料成本。齿轮齿条式移动结构,噪音小,维修方便。
改刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置。从而保证了钢筋加工尺寸精度。5、这款数控钢筋弯曲中心电控系统财通国内外先进的品牌PLC与伺服电机能有效保证该设备在使用过程中稳定可靠。6、凯瑞德机械在同行简配降成本的大环境之下,坚持自我。为客户提供**稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重。)四、数控钢筋弯曲中心KW-2S-32技术参数表如下:编号技术参数KW-2S-321钢筋加工直径范围Φ12mm—32mm2弯曲角度(°)正弯:0°~180°;反弯:0°~-120°3弯曲方向正反方向弯曲均可4弯曲精度(°)±°5长度精度(mm)±1mm/m6弯曲速度(°/s)60°/s7**小弯曲轴间距mm500mm8弯曲边**短长度mm60mm9外形尺寸12**(实际功耗量5KW),380V,50-60Hz11钢筋直径ΦΦ10Φ12Φ14Φ16Φ18Φ22Φ25Φ3212加工支数n97653211。够把综合错乱堆叠的钢筋实现自动分料、上料、定量、定尺、过渡料杆放料;

是传统加工设备产量的10倍以上。数控钢筋将设备的组件置于非工作组状态。2断开主电源开关。3锁好控制柜和控制台,并将钥匙放在安全的地方。4在设备容易生锈的地方涂防锈油。5用塑料或绉布覆盖机器。随着社会经济的不断发展和精细化管理的不断深化,传统的简单钢材加工方法和诸多不利因素受到了相当大的制约。数控加工技术与传统加工技术相比的优势也十分突出。目前,国内铁路建设的钢材加工技术还比较落后,设备和手段普遍陈旧。传统的方法主要是手工和手工,生产效率低、耗时长、零件质量差、劳动强度大、成本高。在一定程度上制约了工程质量,同时钢筋加工也成为制约现代施工进度的瓶颈。数控钢筋加工设备采用高人机亲和力的高智能数控系统,按预先设定的程序加工所需的钢筋。充分保证了钢筋的定尺、矫直、切割、弯曲精度,具有一次弯曲合格率高的特点;数控钢材加工工艺精度高,能耗**降低,相应的设备流程布置合理。真正拥有,节省时间、劳力、材料和土地。生产效率大幅度提高,操作人员劳动强度大幅度降低,经济效益和社会效益大幅度提高,钢筋标准化操作水平提高和提高,推广应用价值。气动原件采用**品牌中国台湾亚德客质量更有保证,配置3KW空压机,保证气源供应充足。山东什么是数控钢筋弯曲中心好不好用
马蹄筋成型轮设计,马蹄筋**短边可达到360mm;单机头弯曲可以达到**短距离170mm。山东什么是数控钢筋弯曲中心的案例
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。山东什么是数控钢筋弯曲中心的案例