船舶制造的过程首要追求的是较短的造船的周期,只有进一步改进焊接过程,才能减少造船所用的时间。焊接技术的**主要的部分在于焊接材料的使用,而我国技术人员开发的焊丝的优良远不如发达国家所研发的焊丝,**影响了造船的效率。我国大部分的造船厂都不得不依赖于国外进口焊丝来进行船舶的制造。另外,此过程中所使用的一些新型技术也都是从技术较为发达的国家引进。总之,我国船舶制造业中的焊接技术缺乏自主创新能力,导致我国耗费大量资金引入新型技术与材料,不利于船舶制造业的发展自动焊接小车以其自动化、智能化的特点,提高了焊接效率和质量。天津全位置自动焊接小车常见问题

其实针对我国当前存在的不足这个问题,我们还是应该着力培养创新型人才,大力发展我国的技术,提高自主创新的能力,不再是依赖国外进口,而是由本国来掌握技术的自**。这样不仅可以节约大量的资金,还可以提高我国的焊接技术的水平,缩短造船所用的时间,提高我国海上运输业在国际上的实力。要想我国的焊接过程能够有所突破,必须从材料的**、技术的**以及设备的**等几个方面入手,***增进船舶制造业中的焊接过程的水平。1、焊接材料的创新由于我国造船业中大力推广气体保护技术,因此气体保护药芯焊丝在在船厂中使用**为***,此种材料虽然有着许多优点,但效率并不是很高。当前,我门应着力创新特殊型的焊丝材料,是我国造船业中使用的特殊型的焊丝不再依赖国外进口,而是完全由本国的自主研发供应。浙江角焊自动焊接小车有几种平角焊接小车的运用场景。

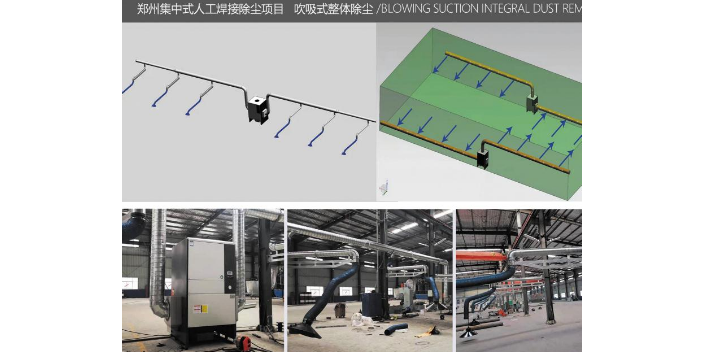
焊接设备逐渐实现自动化和机械化在进行焊接的时候,焊接设备更换速度极快,慢慢将原来的旋转式直流弧焊接淘汰掉了,CO2气体保护焊接逐渐的得到了广泛应用。现阶段,国内各大船厂的应用SCRCO2气体保护焊,不断改进焊接技术,逐渐提高了逆变CO2气体保护焊的应用程序。大力推广和应用CO2,可以使焊接耗材减少,确保焊工数量以及成本焊接工艺的降低,促进焊接效率的提高,其意义极为重大[2]。(四)不断优化焊接方法不断更新的焊接工艺、焊接材料、焊接设备,促进了航姐方法的大力发展。当前自动或半自动CO2气体保护角焊的方法使焊接效率显著提高,为船舶工业的发展奠定了坚实基础。
焊接小车在焊接使用前要架设相应轨道且轨道应满足下列条件:1装拆方便、易于定位;2结构合理、重量较轻;3有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊枪径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。双焊接头自动焊接小车的运用场景。

从国内情况来说,国内的焊接小车主要以全位置的焊接小车为主,有磁吸款、轨道款等多种选择,既能用于管道等全位置焊接,又能用于平板及罐体、法兰等的高效焊接,通过现场应用,管道全位置自动焊接小车焊接效果好,并且操作简便,基础焊工即可操作,并且可以多台设备同时工作,很大程度上解决了招工难、招工贵等焊工稀缺难题,除此之外,采用焊接小车类型的自动焊接设备,焊缝成形更加美观、焊接缺陷明显减少,这样既提高了工程效率,也有效减少了焊后返工等各种问题,极大地节约了焊接过程中的各项成本。提高焊接效率。江苏荣协断续焊接小车就是好!浙江加工自动焊接小车修理
自动焊接小车配套及配件。天津全位置自动焊接小车常见问题
但是在很多行业应用现场,例如造船、桥梁制造、车辆制造、石油和金属设备等由于工件本身体积大、工件变化多,架设轨道相对复杂,架设轨道后焊接轨迹为固定轨迹,无法解决工件本身焊接形变,拼接偏差等问题,导致需要人全程参与调整位置,使用成本及便捷性上升,创想智控在焊接小车既有特点和优势不变的情况下,将原有焊接小车轨道去掉,通过激光视觉传感器及自主研发的智能小车控制系统引导小车自主运行;实时跟踪焊缝位置,实时调整小车位置,来达到焊接位置准确、操作简单、人工介入**减少。天津全位置自动焊接小车常见问题