在汽车制造领域当中,焊接技术的应用非常***,具体可以将其分为五种类型:***,电阻焊,其主要是以点焊、多点焊、缝焊以及凸焊为主,在车门、底板、油箱、前桥、车身总成以及发动机盖等部分的焊接中较为常用;第二,电弧焊,这种焊接技术涉及到焊条电弧焊、埋弧焊、氩弧焊以及CO2保护焊等,在后桥、传动轴、横梁、车厢、机油盘、厚板零部件以及铝合金零部件的焊接中较为常用;第三,特种焊,包括电子束焊、激光焊以及摩擦焊,主要在后桥、齿轮、转向杆、车身底板等部分的焊接中应用;第四,钎焊,在硬质合金工件、钢件、铜件以及散热器焊接中较为适用;第五氧乙烷焊,主要在车身补焊中应用。这几种焊接技术当中,目前应用**为***的包括点焊、CO2保护焊以及钎焊,而随着汽车制造行业的飞速发展,还需要对焊接技术的焊接精度以及焊接质量进行不断的提升,如此才能满足现代汽车制造的相关需求。轨道摆动焊接小车的应用及原理。黑龙江立角焊自动焊接小车机械结构

点焊工艺在汽车制造中的应用2.1镁合金薄板点焊工艺我们知道镁合金材料本身具有良好的导电性和导热性,对镁合金进行应用,完成电阻点焊时,通常需要使用较高的焊接电流,在电流从工件当中经过时形成电阻热会使母材金属大量熔化,并在相应的压力作用下完成焊点连接。因此,对于镁合金薄板的点焊通常会受到焊接電流、压力电极以及时间等因素的影响。而在工艺方面,主要涉及到两类工艺,一类是一般点焊,另一类是垫片附件工艺电焊。其中后者具有较大的焊点面积,且更容易使接头贯穿工件始终。但也正是由于具有较大的焊点,所以容易出现较大的空洞问题,这种问题主要是由于对接头出现拉剪力失衡导致的,在实践当中可以通过延长电流下降时间予以改善[1]。甘肃角焊自动焊接小车变速自动焊接小车哪里有卖?

概要及特点RFW-3型多位置焊接小车是采用橡胶轮些轮驱动方式的多种导向型焊接设备,多种导向包含导轮导向、型材导向、软轨道导向;广泛应用于平角焊、立角焊、3D曲面的角焊以及对接焊,适合多种板材焊接。特点:小车的控制电路以**处理器为**,实现运行的精确控制;可根据工艺选择摆动左右停止时间、摆动中心位置、摆动幅度、摆动速度、行走速度的参数及焊接模式等:左右停止功能可防止摆动焊接时溶解不足现象;摆动中心位置调节功能,方便焊枪摆动中心位置调整;操作而板数字显示,方便量化和调整;使用柔性软轨道时,可以在3D弯曲工件表面安装,完成3D曲面的焊缝焊接;软轨道的弯曲度为前后径(R1500),左右半径(R3000);使用硬轨道的刚性以及互相连接的可靠性,完成直焊缝的焊接;轨道小型,轻便,方便移动,使用开关磁铁安装更便捷:磁控手柄方式的设计,移动更方便
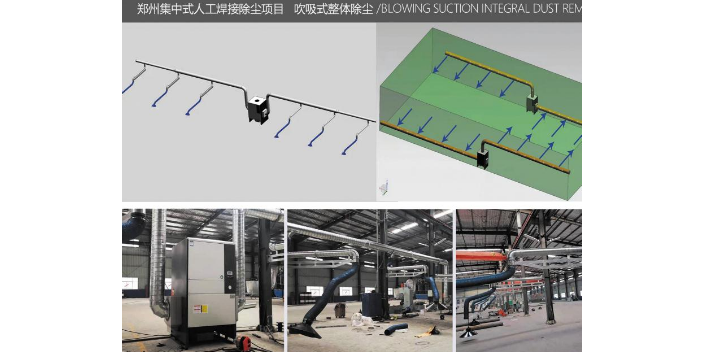
概要:CO2焊接自动小车广泛应用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强筋板、肋板、交叉部位的焊接,箱型梁的焊接,等等。其主要优点有:减少劳动强度,改善作业环境提高工作效率,是手工焊的1.5倍避免人为因素所造成的焊缝质量不良,一般地手工操作的不良率在20%左右,而采用自动焊接小车没有因此产生的焊接不良率因此其综合效益,比手工焊提高近200%自动化程度高,确保焊接质量的稳定性不需要很熟练的技术工人RF-DX是断续/连续焊接自动小车,应用非常多。其突出特点是体积小、重量轻、移动方便、使用简单,适用于间断或者连续的水平角焊结构。自动焊接小车的运用场景。

江苏荣协自动化科技有限公司,RF-DX断续小车主要技术参数:项目内容备注项目内容备注电源DC24V/AC220V两种电压大小320×230×290L×W×H重量7.5Kg移动四轮驱动橡胶轮行走速度0∼960mm/min以数码管显示焊枪调整范围上下60mm前后60mm作业角调节范围±45°进行角调节范围360°操作功能电源灯选择焊接/非焊接行走开始行走停止选择行走方向左和右调节行走速度以数码管显示连续焊接时间设置休止距离设置断续焊接距离设置收弧时间设置0-5S焊接小车采用智能导航系统定位准确。中国台湾常见自动焊接小车欢迎选购
该小车通过传感器实时检测焊接状态。黑龙江立角焊自动焊接小车机械结构
焊接小车是实现现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。轨道是装卡在管子上供焊接小车行走和定位的**机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。轨道应满足下列条件:装拆方便、易于定位;结构合理、重量较轻;有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊枪径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。黑龙江立角焊自动焊接小车机械结构