- 品牌
- 武汉创能
- 型号
- 创能
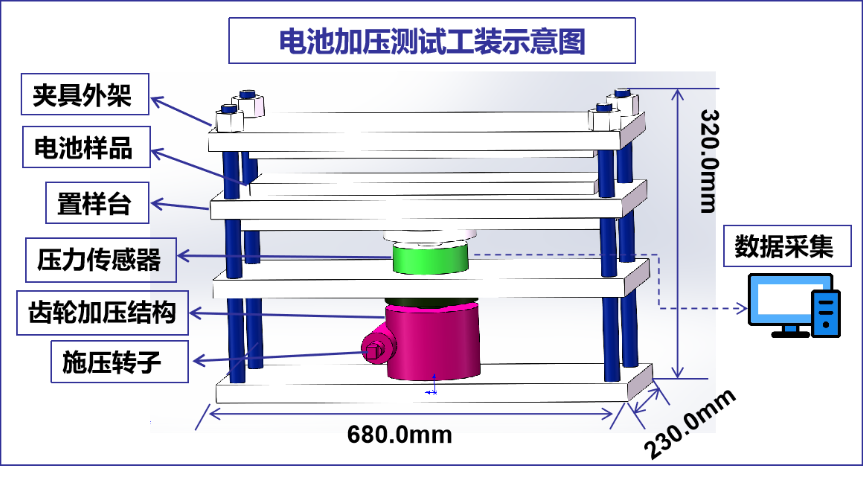
我们的电池加压测试系统具备高度智能化的自动化操作功能。客户只需在控制终端输入相应的电池型号和测试要求,整个加压测试流程即可自动执行。从电池的固定安装、压力施加的准确控制,到测试数据的采集与分析,全程无需人工过多干预。这不仅提高了测试效率,还有效减少了人为操作失误带来的风险。例如,在大规模生产线上对消费电子产品电池进行检测时,自动化测试系统可以保持 24 小时不间断稳定运行,为电池生产企业提供高效、连续的检测服务,满足现代工业生产对于自动化、智能化检测的迫切需求,使我们在电池加压测试领域更胜一筹。耐用坚固电池加压测试,经受频繁使用与严苛环境考验。湖北锂电池加压测试
GB/T 36672-2018《电动摩托车和电动轻便摩托车用锂离子电池》1:适用于电动摩托车和电动轻便摩托车用的锂离子电池。该标准规定了锂离子电池的电池挤压测试要求,包括挤压试验装置、试验条件、试验方法以及评定标准等。通过相关测试,检测电池在受到外力挤压时的安全性和稳定性,如观察电池外壳是否有明显变形、内部是否有短路现象,以及电池的容量、电压等性能指标是否有明显变化,为电动摩托车和电动轻便摩托车的设计和生产提供依据。珠海硅电池加压测试价格环保理念电池加压测试,推动电池测试行业绿色发展。
GB/T 45324-2025《锂离子电池正极材料粉末电阻率测定方法》2:该标准规定了采用四探针法与两探针法测定锂离子电池正极材料粉末电阻率的方法。其中对不同材料类型的试样制备时的压实压强做出了明确规定,如磷酸铁锂建议压强≥8MPa,钴酸锂建议压强≥80MPa,镍钴锰酸锂建议压强≥16MPa 等,同时要求加压系统压力波动<1%,以确保测试的准确性和可重复性。IEC 60335-1 - 附录 B.20.1《家用和类似用途电器的安全 第 1 部分:通用要求》4:涉及电池外壳加压装置的相关标准,用于检测电池外壳应能承受电池在故障期间排气时产生的压力。相关装置需符合一定的结构和技术参数要求,如通过打压系统将固定体积储气罐打到 2070Kpa,然后将管子连接样品,通过面板上开关释放压力,压力罐有不同的容积规格且精度需达到 ±10% 等。
储能系统作为能源存储的关键环节,广泛应用在电力电网、太阳能电站与风力发电场等场所。我们的电池加压测试服务在其中大有可为。电池测试夹具能够针对储能电站的大容量电池模块进行深度检测。在加压过程中,能够准确发现电池内部极片是否发生微短路、电池之间的焊接点是否牢固等诸多细节问题。有助于储能系统提前排除隐患,确保在电力调峰、备用电源等功能实现时的稳定运行,对于维护整个能源网络的高效、可靠运转有着不可或缺的价值,满足了储能行业对于电池高精度检测的迫切需求,助力能源存储行业的稳健前行。安全电池加压测试,多重防护设计,严守安全底线,守护人员设备安全。

医疗设备如便携式监护仪,其电池可靠性直接关乎患者安全,电池加压测试在此至关重要。应用范围覆盖植入式设备和急救工具的电池单元,测试其在高压灭菌或震动环境下的性能。我们的夹具系统支持无菌环境测试,确保电池无短路风险。相对于同类业务,武汉创能新能源科技的优势在于生物兼容性设计,夹具材料符合ISO 13485标准,并提供远程监控功能,让客户实时跟踪测试进度。这降低了医疗事故风险,并加速产品审批流程,提升客户市场竞争力。电池加压测试的应用在此领域不仅守护了生命健康,还促进了医疗科技的进步,体现了我们以人为本的理念。灵活电池加压测试,适配多种电池规格,满足不同类型电池测试需求。杭州固态电池加压测试价格
耐用可靠电池加压测试,是电池测试工作的坚实后盾。湖北锂电池加压测试
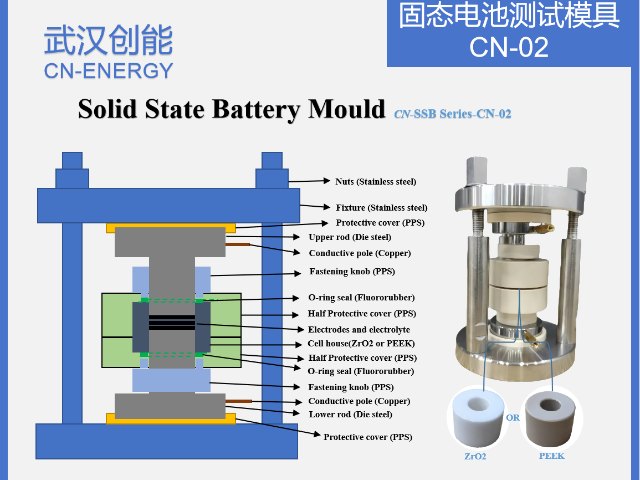
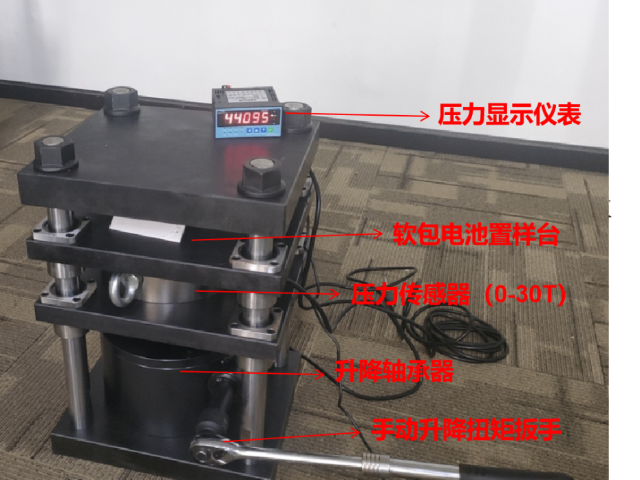
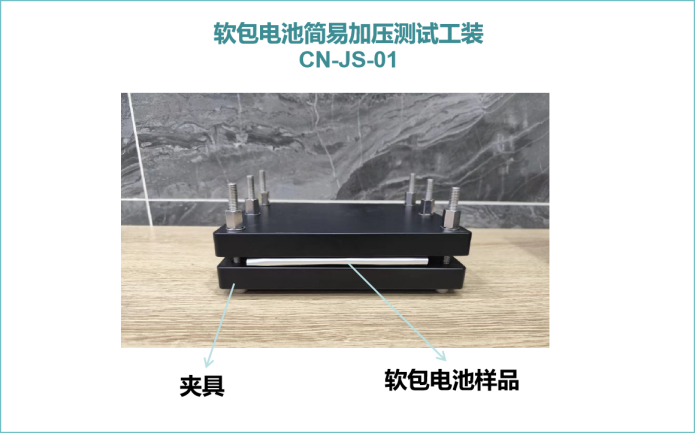
压力大小与范围软包电池 :通常施加的压力相对较小,一般在几百 kPa 的量级,如常见的压力值在 69kPa、110kPa、179kPa、248kPa 等。当压力过大时,可能会对电池造成损坏;而压力过小时,又不能有效抑制电池膨胀。固态电池 :所需的压力通常较大,一般在几十 mpa 到几百 mpa 之间,例如压机压到 1 吨压力约等于压强 125mpa(10mm 内径模具),压力可至 500mpa 甚至更高,以确保各层之间紧密贴合,获得良好的电化学性能。测试结果及应用软包电池 :在合适的压力下,电池的循环寿命可得到有效延长,容量衰减减缓,如某 37Ah 叠片式软包锂离子电池在 69kPa 的压力下,经过 2000 次循环后仍能保持较好的放电能力,相比未加压电池,其寿命周期可往后推 10% 以上。此外,加压还可改善电池的倍率性能、安全性等。固态电池 :通过加压测试,可以确定不同材料体系固态电池的工作压力范围,优化电池的制备工艺和性能,提高固态电池的能量密度、循环寿命等关键指标,为固态电池的实际应用提供重要的数据支持和理论依据。湖北锂电池加压测试

电池加压测试的结果分析涉及多个性能指标。在合适的压力下,电池的循环寿命可以得到有效延长,容量衰减减缓。研究表明,某37Ah叠片式软包锂离子电池在69kPa的压力下,经过2000次循环后仍能保持较好的放电能力,相比未加压电池,其寿命周期可延长10%以上。加压测试还能改善电池的倍率性能和安全性能,通过优化压力参数,可以确定不同材料体系电池的比较好工作压力范围,为电池的实际应用提供重要的数据支持。固态电池的加压测试具有其特殊性,由于固态电解质需要良好的界面接触,通常需要施加较大的压力。测试压力可高达500MPa甚至更高,以确保各层之间紧密贴合,获得良好的电化学性能。加压测试有助于确定不同材料体系固态...
- 深圳叠片电池加压测试价格 2026-04-20
- 黑龙江叠片电池加压测试 2026-04-19
- 南京硅电池加压测试 2026-04-19
- 吉林硅电池加压测试 2026-04-19
- 海口实验室电池加压测试价格 2026-04-19
- 陕西锂电池加压测试公司推荐 2026-04-19
- 深圳软包电池加压测试 2026-04-19
- 佛山硅电池加压测试公司推荐 2026-04-19
- 昆明电池加压测试价格 2026-04-19
- 东莞锂离子电池加压测试价格 2026-04-19
- 上海电池加压测试 2026-04-19
- 太原硅电池加压测试公司推荐 2026-04-19
- 锂离子电池加压测试方法图解 2026-04-19
- 山西软包电池加压测试公司推荐 2026-04-19
- 贵州电池加压测试公司推荐 2026-04-19
- 南宁实验室电池加压测试 2026-04-18


- 海口实验室电池加压测试价格 04-19
- 陕西锂电池加压测试公司推荐 04-19
- 深圳软包电池加压测试 04-19
- 佛山硅电池加压测试公司推荐 04-19
- 昆明电池加压测试价格 04-19
- 东莞锂离子电池加压测试价格 04-19
- 合肥软包电池加压测试公司推荐 04-19
- 上海电池加压测试公司推荐 04-19
- 固态电池加压测试讲解 04-19
- 南宁软包电池加压测试价格 04-19