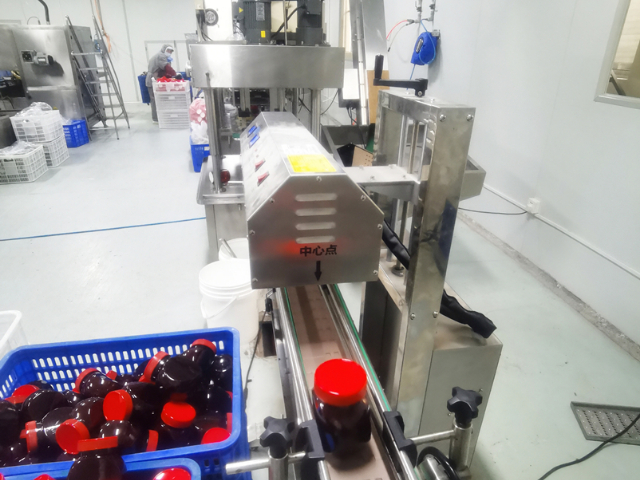
稻盛食品调味酱汁车间占地面积达20000平方米,宽阔的空间为各类调味酱汁生产设备的合理安置以及生产流程的顺畅运行提供了充足条件。在设备配置方面,车间内配备了多台先进的生产设备,以满足不同生产环节的需求。拥有 500kg 和 2 吨的自动炒锅各10 台,这些自动炒锅具备高效的搅拌和加热功能,能够控制炒制温度和时间,确保调味酱汁在炒制过程中受热均匀,从而保证产品的口感和品质一致性 。全自动罐装设备和全自动调味酱汁瓶装生产线各3 条,实现了调味酱汁从罐装到瓶装的自动化生产,提高了生产效率,同时也减少了人工操作可能带来的污染,保障了产品的卫生安全。调味酱汁的使用有效的帮助餐饮公司实现菜品标准化。鸡公煲调味酱汁贴牌

调味酱汁生产的一般工艺,原料采购与处理。调味酱汁原材料采购:严格挑选的原材料,如豆类、肉类、辣椒、香料等,确保原材料的品质和安全性,符合相关标准和要求。预处理:对原材料进行清洗、筛选、去皮、切碎等处理,以便后续加工。例如,将豆类浸泡、蒸煮,肉类切成合适的小块,辣椒切碎等。配方制定:根据不同调味酱汁的口味和品质要求,确定各种原材料的配比和添加量,精确称量各种配料。混合搅拌:将处理好的原材料和配料投入到搅拌设备中,进行充分搅拌混合,使各种成分均匀分布,形成初步的调味酱汁坯料。鸡公煲调味酱汁贴牌调味酱汁的使用可以有效减少这些人为误差,使菜品口味更加稳定可靠。

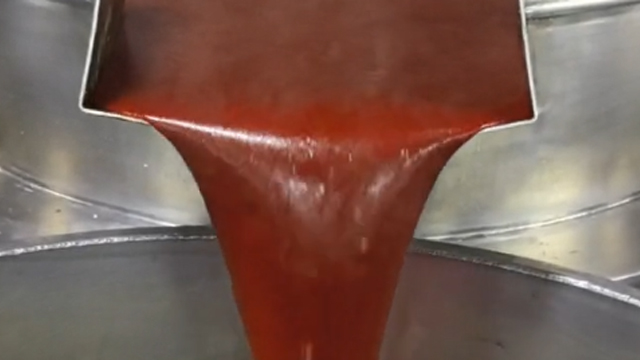
调味酱汁的炒制环节是赋予调味酱汁独特风味和口感的步骤。以 500kg 和 2 吨的自动炒锅为主要设备,利用其先进的搅拌和加热技术,实现高效炒制过程。在炒制开始前,先将自动炒锅预热至适宜温度,一般为150-180℃,以确保调味酱汁能够迅速升温,减少炒制时间,同时避免因温度过低导致调味酱汁粘锅或受热不均。在炒制过程中,严格控制炒制温度和时间。对于不同类型的调味酱汁,炒制温度和时间有所差异。例如,对于炒制一款麻辣调味酱汁,温度需控制在 160℃ - 180℃之间,炒制时间为3小时左右。
生产麻辣调味酱汁时,通过冷却线的高效冷却和温度控制,调味酱汁的口感和风味得到了很好的保留,产品在市场上受到了消费者的好评。X 光机在稻盛食品调味酱汁车间的质量检测环节中扮演着至关重要的角色,其工作原理基于 X 射线的穿透特性。当 X 射线穿透调味酱汁产品时,由于不同物质对 X 射线的吸收程度存在差异,从而在成像系统上呈现出不同的灰度图像。例如,金属、玻璃、石子等异物与调味酱汁本身对 X 射线的吸收特性截然不同,在 X 光图像中,异物会显示出与调味酱汁背景明显不同的灰度,通过图像识别算法和专业检测人员的判断,能够准确识别出产品中的异物,确保调味酱汁产品质量安全。调味酱汁的使用实现了菜品一勺化制作。
调味酱汁储存环境的湿度控制上,车间也采取了严格的措施。将储存环境的相对湿度控制在 40% - 60% 之间,避免因湿度过高导致调味酱汁吸湿变质,影响产品的口感和质量。为了保持适宜的湿度,储存仓库配备了先进的除湿设备和通风系统,能够根据环境湿度的变化自动调节,确保储存环境的湿度稳定。在储存方式上,采用了分类存放的原则。将不同种类、不同批次的调味酱汁分别存放,避免相互混淆和交叉污染。同时,按照先进先出的原则进行货物管理,确保先入库的产品先出库销售,避免产品因长时间存放而超过保质期。调味酱汁工厂无论是口味、包装还是规格,都可以根据客户需求灵活调整,满足多样化市场需求。鸡公煲调味酱汁贴牌
调味酱汁可以简化烹饪过程,节省时间和精力。鸡公煲调味酱汁贴牌
调味酱汁生产过程中承传送运带担着物料运输的重要职责。稻盛食品调味酱汁车间的传送运带选用了食品级 PVC 材质,这种材质具有良好的柔韧性和耐磨性,能够适应调味酱汁生产环境中的各种复杂工况。同时,食品级 PVC 材质符合食品安全标准,不会对调味酱汁产品造成污染,确保了产品的质量安全。在传送速度方面,该运带具备灵活的调节能力,可根据生产需求在每分钟1 -2米的范围内进行调整。在调味酱汁生产高峰期,当订单量较大时,可将运带速度调至每分钟0.5 米,以加快调味酱汁从炒制区到罐装区的输送速度,提高整体生产效率,满足市场对产品的紧急需求。鸡公煲调味酱汁贴牌