调味酱汁储存环境的湿度控制上,车间也采取了严格的措施。将储存环境的相对湿度控制在 40% - 60% 之间,避免因湿度过高导致调味酱汁吸湿变质,影响产品的口感和质量。为了保持适宜的湿度,储存仓库配备了先进的除湿设备和通风系统,能够根据环境湿度的变化自动调节,确保储存环境的湿度稳定。在储存方式上,采用了分类存放的原则。将不同种类、不同批次的调味酱汁分别存放,避免相互混淆和交叉污染。同时,按照先进先出的原则进行货物管理,确保先入库的产品先出库销售,避免产品因长时间存放而超过保质期。调味酱汁都有其独特的风味,能够赋予菜肴独特的个性。泡泡鸡调味酱汁供应链

稻盛食品调味酱汁车间建立了完善的质量控制体系,该体系涵盖了从原材料采购到产品销售的全过程,以确保产品质量符合高标准。在体系构成方面,调味酱汁车间严格遵循 ISO 9001 质量管理体系标准和 ISO 22000 食品安全管理体系标准。ISO 9001 标准强调通过对生产过程的控制和持续改进,提高调味酱汁产品质量和客户满意度。例如,在调味酱汁生产过程中,对每一个生产环节都制定了详细的操作规范和质量标准,员工必须严格按照标准进行操作,确保调味酱汁生产过程的稳定性和一致性。ISO 22000 标准则专注于食品安全管理,从源头控制食品安全风险。车间依据该标准,对原材料供应商进行严格筛选和审核,确保调味酱汁原材料的安全性和质量。泡泡鸡调味酱汁供应链调味酱汁在烹饪过程中能起到辅助作用,帮助厨师实现特定的烹饪效果。

调味酱汁研发方面不断的投入,引进先进的研发设备和技术人才,提升自身的研发实力,确保产品能够紧跟市场潮流和消费者需求的变化。调味酱汁生产工艺上,公司注重技术创新和流程优化,引入先进的生产设备和自动化生产线,提高生产效率和产品质量稳定性。同时,公司积极拓展调味酱汁营销渠道,加强与各大餐饮企业、食品工业企业以及经销商的合作,不断提升产品的市场覆盖率和品牌。通过这些努力,公司在短短几年内取得了成就,调味酱汁产品类别不断丰富,市场份额逐步扩大,已在食品调味酱汁行业中占据了一席之地。
为了应对市场竞争和消费者需求变化,稻盛食品调味酱汁采取一系列针对性的策略。在产品创新方面,加大研发投入,建立专业的研发团队,加强与高校、科研机构的合作,共同开展调味酱汁产品的研发创新。关注市场动态和消费者需求变化,及时推出新口味、新配方的调味酱汁产品。例如,针对年轻消费者对便捷、时尚食品的需求,研发出即食型调味酱汁,方便消费者在外出、旅行等场景下食用。强调产品的品质、特色和创新点,树立良好的品牌形象,增强消费者对品牌的认同感和忠诚度。调味酱汁可以为菜品营销提供更多的话题和亮点。

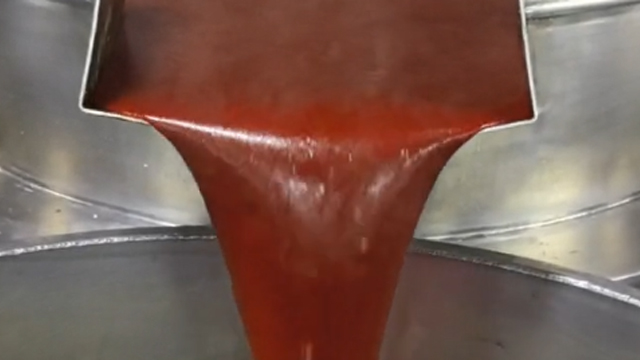
调味酱汁生产的一般工艺,原料采购与处理。调味酱汁原材料采购:严格挑选的原材料,如豆类、肉类、辣椒、香料等,确保原材料的品质和安全性,符合相关标准和要求。预处理:对原材料进行清洗、筛选、去皮、切碎等处理,以便后续加工。例如,将豆类浸泡、蒸煮,肉类切成合适的小块,辣椒切碎等。配方制定:根据不同调味酱汁的口味和品质要求,确定各种原材料的配比和添加量,精确称量各种配料。混合搅拌:将处理好的原材料和配料投入到搅拌设备中,进行充分搅拌混合,使各种成分均匀分布,形成初步的调味酱汁坯料。调味酱汁是创造新菜品的重要元素。金酸汤调味酱汁公司
调味酱汁代工厂由于大规模生产,在原材料采购上具有更强的议价能力,能够以更低的价格获取原材料。泡泡鸡调味酱汁供应链
餐饮调味酱汁作为一种常见的调味酱汁,市场需求大,对罐装效率和质量要求高。全自动罐装设备在罐装番茄沙司时,能够快速且稳定地将调味酱汁注入瓶中,确保每瓶番茄沙司的罐装量无误。而且,调味酱汁设备配备的高精度灌装头,能够有效避免调味酱汁滴漏和飞溅,保证了产品包装的整洁美观,提升了产品的整体形象。同时,由于罐装速度快,生产线能够在短时间内完成大量调味酱汁的罐装任务,满足了市场对该产品的旺盛需求,为公司赢得了更多的市场份额和经济效益。泡泡鸡调味酱汁供应链