- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
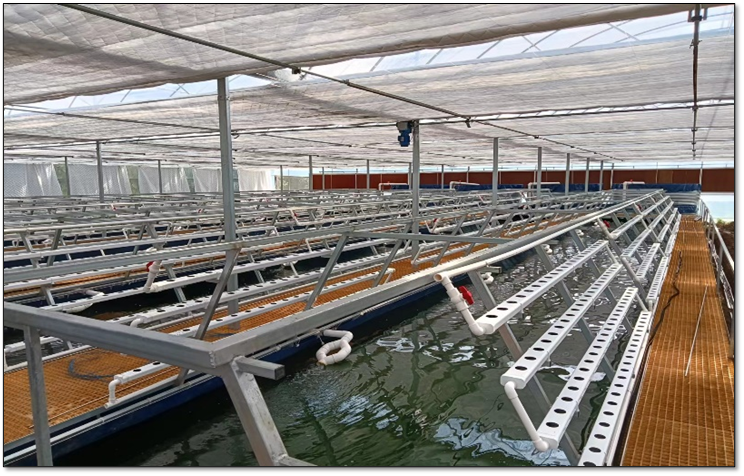
智慧化的运作体系,带来的直接好处在于,可以较大程度降低风险、减少损失。比如绝大多数鱼自身会携带病毒,关键是控制其爆发的诱因,水质即为其中的一个主要指标。传统土塘养殖模式,当面临大暴雨或其他不可抗力因素时,水质容易不稳定,通常情况下,只有出现了问题才能下药进行补救。而依靠这套智能化设备,就能实时洞悉、提前干预。“较早的‘鱼菜共生’是上面飘着菜、下面养着鱼,但这样的系统并不完善,因为鱼和菜的生长环境不一样,对养分需求也不一样。现在,则是一个智能化的蔬菜工厂,其温度、湿度、光照和营养控制,建立在一个更精确、更科学的系统上,更符合绿色、循环、高效发展理念。”杨先华解释道。引经据典,《孟子》曰:“数罟不入洿池,鱼鳖不可胜食也。”工厂化养殖正是对这一理念的践行。贵州大型工厂化水产养殖规划

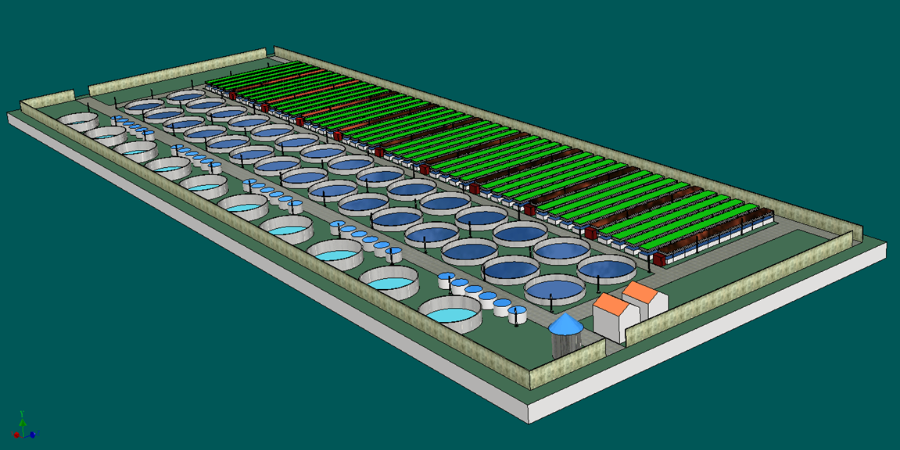
工厂化养殖采用闭合式的循环,从底部排出来的水,经过净化处理,再排回鱼池重复利用。主要的流程,主要通过微滤机、紫外线杀菌到蛋白质分离器、生物滤池。通过净化处理的水,再回流到养殖鱼池,这样就形成闭合式循环,跟外源的水比,这种封闭的循环水体是没有污染的。工厂化养殖受外界天气影响比较小,外面到了冬天一般水温低于十度,鱼类就不吃食了。而在室内的话,就能够继续生产,全年生长。总体来说,工厂化循环水养殖车间,生长时间明显长于室外池塘。深圳微生物工厂化水产养殖流程养殖业与科研院所合作,推动技术创新。

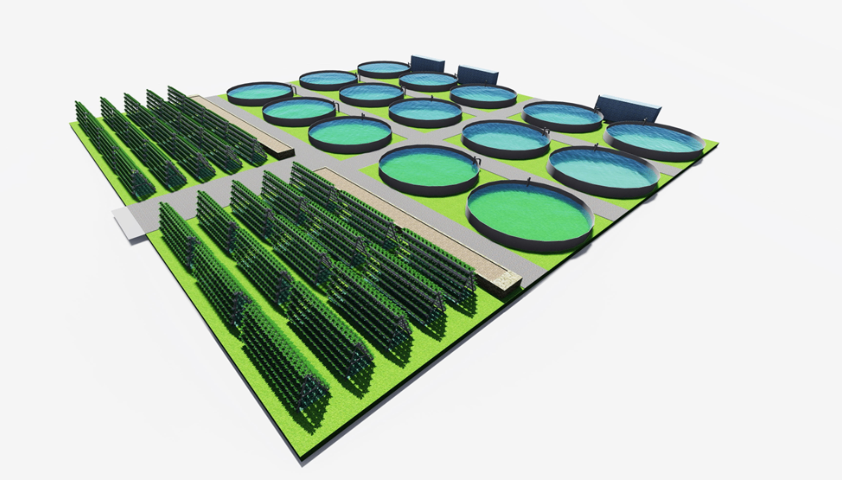
近些年,随着国内工厂化循环水养殖的崛起,不少养殖场的成功案例屡屡曝光,让越来越多的朋友对这种新兴的养殖技术充满兴趣。也有朋友私信小CAT,发出灵魂提问:“工厂化循环水养殖系统是什么,能介绍一下吗?”当然,对于循环水养殖的理解,行业中各有不同理解。本期,基于小CAT自己的认识,谈谈工厂化循环水养殖系统中的门道。工厂化循环水养殖系统(Recirculating Aquaculture System,简称RAS),是一套通过循环利用水资源,减少水的消耗和污染,并实现高效稳定的养殖生态系统。
病害防控问题,由于水产品养殖病害情况复杂、种类较多,在鱼群里传染也较快,因此鱼体一旦患病很难进行补救,现阶段有效医治药物较少,故水产品疾病防控主要以预防为主,医治为辅。一般循环水养殖模式下,设有高效的消毒环节,在确保补充水源、鱼苗、饵料无特定病原以及规范的生产管理操作前提下,循环水养殖理论上可杜绝特定病害的发生, 同时降低普通病害暴发几率。饲料安全及质量等问题,由于饲料质量、适用性、水体污染等问题出现,所以加强适用于工厂化水产养殖的优良、高效、价优的人工配合饲料研发和推广力度成为重点,就饲料营养配方和加工工艺而言,仍需重视开展针对循环水养殖特点的专业饲料,重点开展粪便成型好、利用率高、溶蚀率低、氮磷排放少、水体污染小、沉降速度适宜的饲料研发。引入现代化生物技术,提高水产养殖的遗传改良水平。

工厂化养殖作为一种新型的水产养殖方式,以其高效率、环保和可持续发展的特性,正逐步成为未来水产养殖的趋势。面对日益增长的市场需求和环境保护的双重挑战,推广工厂化养殖不仅能够保障食品安全,还能促进水产养殖业的转型升级,实现经济效益与生态效益的双赢。因此,各方应共同努力,推动工厂化养殖的发展,为水产养殖业的可持续发展贡献力量。工厂化养殖是水产养殖行业的一次重大革新,它不仅能够满足人类对海产品的需求,还能够在保护环境的同时提高养殖效率。随着技术的不断进步和市场的逐渐成熟,工厂化养殖必将在未来的水产养殖领域占据重要的地位。养殖业与信息化技术结合,提高生产管理效率。智能工厂化水产养殖规划
建立养殖废弃物资源化利用体系,促进循环经济发展。贵州大型工厂化水产养殖规划
我国工厂化循环水养殖起步于20世纪80年代中期。1986年前后,国内企业从德国、丹麦等国家引进一批循环水养殖系统,主要从事淡水罗非鱼、鳗鱼的工厂化养殖。然而,工厂化循环水养殖投入高,其经济性受到了严重质疑,加上技术上的不成熟,工厂化循环水养殖的发展一度进入了低谷。1990年初,国内开始进行工厂化循环水养殖相关的科学与技术研究,从早期摸索,到工艺、技术、装备的逐步研发与配套集成,较终实现产业化运行,这个过程花费了30年。贵州大型工厂化水产养殖规划

深耕工厂化水产养殖领域,上海芾驰智我们能以专业供应商的身份,始终聚焦客户需求。以技术创新为驱动力,充分发挥自身在智能制造行业的信息化经验,构建智慧农业物联网产业服务平台,为工厂化水产养殖客户提供精确、高效、智能的解决方案,帮助养殖企业实现养殖过程的数字化管控,减少人工投入,降低养殖成本,提升养殖效益,同时坚守生态养殖理念,助力工厂化水产养殖实现绿色发展,践行国家科技兴农政策,推动农业科技产业化落地。 养殖技术研发与创新,是提高产业竞争力的关键。安徽工厂化水产养殖供应商构建智慧农业物联网产业服务平台,为工厂化水产养殖提供智能化、数字化的全流程解决方案,涵盖水质实时监测、智能环境调控、精确投喂...
- 湖北专业工厂化水产养殖平台 2026-05-08
- 山西陆基工厂化水产养殖 2026-05-08
- 贵州微生物工厂化水产养殖方式 2026-05-08
- 湖北循环水工厂化水产养殖基地 2026-05-08
- 广东智能工厂化水产养殖技术 2026-05-08
- 广西高密度工厂化水产养殖技术 2026-05-08
- 山西微生物工厂化水产养殖规划 2026-05-08
- 海南高密度工厂化水产养殖方案 2026-05-08
- 深圳大棚内工厂化水产养殖过滤器 2026-05-08
- 福建微生物工厂化水产养殖技术 2026-05-08



- 吉林陆基工厂化水产养殖服务商 2026-05-08
- 甘肃循环水工厂化水产养殖过滤器 2026-05-08
- 河南智能工厂化水产养殖基地 2026-05-08
- 广东高密度工厂化水产养殖服务商 2026-05-08
- 吉林微生物工厂化水产养殖供应商 2026-05-08
- 吉林智能工厂化水产养殖基地 2026-05-08


- 四川智能鱼菜共生系统种植 05-12
- 海南新型鱼菜共生加盟费多少钱 05-12
- 深圳鱼菜共生养殖 05-12
- 天津小型鱼菜共生系统种植 05-12
- 重庆智能鱼菜共生原理 05-12
- 福建鱼菜共生系统原理 05-12
- 浙江阳台鱼菜共生系统 05-12
- 山东阳台鱼菜共生系统设计 05-12
- 江苏低碳鱼菜共生供应商 05-12
- 四川小型鱼菜共生怎么样 05-12