生物质气化炉的自动化程度较高,为用户带来了极大的便利。其控制系统集成了先进的微处理器和自动化软件,能够实现对整个气化过程的智能化控制。从生物质原料的自动进料,到气化反应过程中的参数调节,再到燃气的净化和输出控制,都可以在自动化系统的监控下有序进行。操作人员只需在操作面板上设定好初始参数,如所需的产气流量、目标温度等,气化炉就能自动运行并根据实际情况进行自我调整。自动化系统还具备故障诊断功能,能够及时发现设备运行中的异常情况,并通过显示屏提示故障信息和解决方案。这种高自动化程度不仅减少了人工操作的繁琐和误差,还提高了生产效率和能源转化质量,使得生物质气化炉在大规模应用场景中更具优势,能够满足现代能源生产对高效、准确控制的要求。生物质气化炉的燃气可储存起来,根据需求灵活使用。新余化工厂生物质气化炉采购
佰宏新能源生物质气化技术展现出突出的环保特性。其气化过程中,通过多级净化系统对产生的燃气进行深度处理。首先,利用旋风分离器去除较大颗粒杂质,然后经过布袋除尘器和湿法脱硫装置,有效降低粉尘、硫化物等污染物含量,通过活性炭吸附进一步脱除氮氧化物和其他微量有害气体,使燃气排放达到甚至优于环保标准。这一技术在城市垃圾处理与能源再生领域有着独特的应用价值。城市中的园林修剪废弃物、厨余垃圾中的有机部分等生物质垃圾可被收集起来,送入生物质气化系统进行能源转化。产生的清洁燃气可用于城市分布式能源供应网络,为周边社区提供电力、热力等能源服务,实现城市生物质垃圾的减量化、无害化和资源化利用,推动城市可持续发展进程。抚州化工厂生物质气化炉生产企业它可将生物质转化为清洁的合成气,具有广阔的应用前景。
佰宏新能源生物质气化技术具有出色的原料灵活性。无论是草本植物类的生物质,如麦秸、稻草,还是木本植物的残枝败叶,甚至是一些能源作物如甜高粱秸秆等都能作为其原料。其气化设备采用先进的多级进料系统,能够根据不同原料的物理特性自动调整进料速度与方式,确保气化反应稳定高效进行。在农村生物质集中供气项目中,这种技术大显身手。以村庄为单位建立气化站,收集周边农田和林地的生物质原料,转化后的燃气通过地下管网输送到农户家中,满足村民炊事、照明等基本生活能源需求,改善农村生活环境,减少因燃烧散煤和秸秆造成的空气污染,促进美丽乡村建设。
生物质气化炉的耐用性和可靠性是其重要特点。其关键部件,如气化反应室、热交换器等,采用了高质量的耐热、耐磨和耐腐蚀材料制造,能够承受长时间高温高压环境下的运行磨损和化学腐蚀。例如,气化反应室的内壁采用特殊的耐火材料涂层,既能有效隔热,又能抵御生物质气化过程中的化学反应侵蚀。在设备的组装过程中,采用了精密的加工工艺和严格的质量检测标准,确保各个部件之间的连接紧密、运行顺畅。同时,生物质气化炉在设计时充分考虑了维护的便利性,重要部件易于拆卸和更换,方便定期进行维护保养,延长设备的使用寿命。这种耐用且可靠的特性,使得生物质气化炉在长期使用过程中能够保持稳定的性能,减少了设备更新和维修的频率,为用户节省了大量的成本和时间,成为一种值得信赖的能源转换设备。生物质气化炉以生物质为原料,通过热化学转化过程,释放出可燃气体。
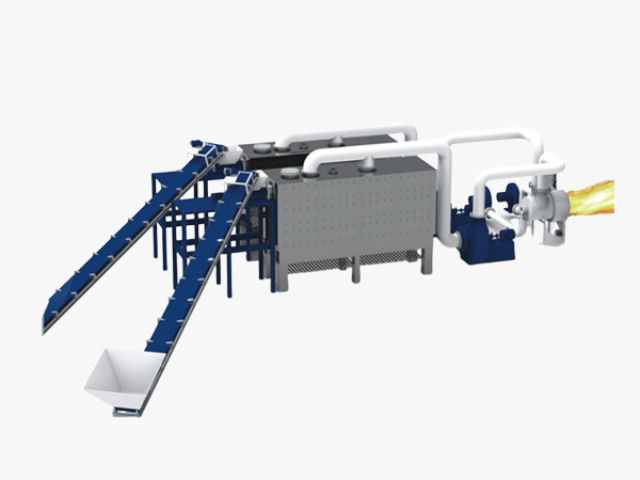
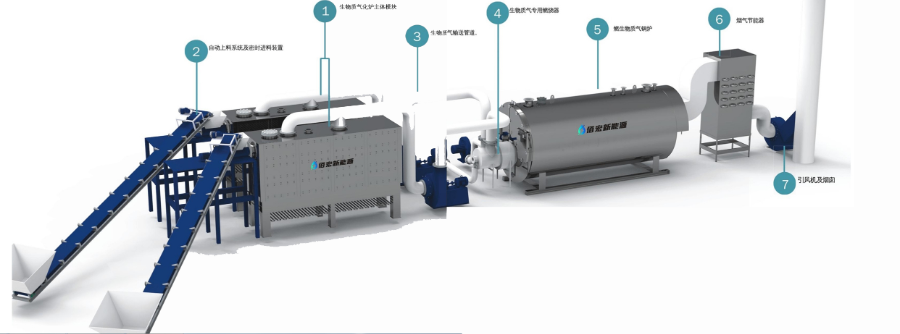
佰宏新能源生物质气化技术在项目建设与集成方面具有高效便捷的特点。采用标准化的模块化设计理念,将整个气化系统划分为原料预处理模块、气化反应模块、净化模块、燃气储存与输送模块等若干个单独的功能模块。每个模块在工厂内进行预制生产与组装调试,确保模块的质量一致性与性能可靠性。在项目现场,只需根据项目规模与场地条件,将各个模块进行快速拼接与连接,并进行整体的系统调试即可投入运行。这种模块化建设方式很大程度缩短了项目的建设周期,相较于传统的现场施工建设方式,可节省 40% - 60% 的建设时间。同时,也便于项目的后期扩容与升级改造,根据能源需求的变化,灵活增加或调整相应的模块,提高了项目的适应性与可持续性。生物质气化炉的燃气可驱动内燃机,用于交通运输等领域。万州区化工厂生物质气化炉材料
生物质气化炉的推广使用有利于促进农村经济发展与生态改善。新余化工厂生物质气化炉采购
佰宏新能源生物质气化技术的智能化水平是其重要特点之一。通过集成先进的传感器技术、物联网平台和大数据分析算法,实现了对整个气化过程的整体监控与智能调控。传感器实时采集气化炉内的温度、压力、气体成分等关键参数,并将数据传输至物联网平台。大数据分析系统根据这些数据建立模型,预测气化过程中的潜在问题,并自动优化操作参数,如气化剂的供给量、炉内的搅拌速度等,以确保气化反应始终处于良好状态。在生物质发电项目中,这种智能化技术的应用可明显提高发电效率,降低设备故障率,减少运维人员的工作量。同时,远程监控功能使得技术人员可以随时随地对设备进行监测和诊断,及时处理异常情况,保障发电项目的稳定运行,提高项目的整体运营管理水平。新余化工厂生物质气化炉采购