- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
此外,还需加入各种添加剂,如稳定剂、润滑剂、填充剂、增塑剂、抗老化剂等,以改善PVC的性能和加工特性。混合与塑化:将PVC树脂和添加剂混合均匀,然后送入挤出机进行塑化。在挤出机中,混合物在高温和剪切力的作用下熔融,形成均匀的熔体。挤出成型:熔体通过挤出机的模具挤出,形成连续的板材。模具的形状和尺寸决定了板材的截面和厚度。冷却与定型:挤出的板材经过冷却装置进行冷却和定型,以确保其尺寸和形状的稳定。裁剪与包装:将冷却定型后的板材裁剪成所需的长度和宽度,并进行包装和储存。利信塑业拥有十几条先进的板材生产线,年生产能力达20000吨。江苏PVC胶板
PVC塑料板的颜色也会影响其防紫外线性能。深色系的PVC塑料板通常比浅色系的更能吸收紫外线,从而在一定程度上减少紫外线对板材内部的破坏。然而,深色系的PVC塑料板在长时间暴露在阳光下时,也可能因为吸收过多的热量而发生热老化现象。尽管PVC塑料板具有一定的防紫外线能力,但长时间暴露在强烈的阳光下仍然会导致其老化现象加剧。因此,在户外使用PVC塑料板时,应尽量避免长时间阳光直射。如果无法避免,可以采取遮阳措施,如搭建遮阳棚、安装遮阳网等。塑料板厂家利信从产品研发到产品定型,从原材料到生产线,把产品管控落实到每一个环节。

挤出成型是PVC塑料板较常用的加工方式之一。该工艺通过将PVC塑料颗粒加入到挤出机的料筒中,经加热熔化后,通过模具挤出成连续形状的制品。挤出成型可以生产各种形状和尺寸的PVC塑料板,如平板、波浪板、异型板等。此外,挤出成型还可以实现PVC塑料板的连续生产,提高生产效率。选择合适的模具:模具的形状和尺寸直接影响PVC塑料板的形状和尺寸精度。因此,在选择模具时需要根据具体需求进行定制,确保挤出后的产品符合设计要求。挤出温度是影响PVC塑料板质量和性能的关键因素之一。
压延速度和压力直接影响PVC塑料板的填充效果和表面质量。过高的压延速度和压力会导致PVC塑料板表面产生裂纹、气泡等缺陷;过低的压延速度和压力则会降低生产效率。因此,在压延过程中需要根据具体需求和设备条件调整压延速度和压力,确保产品质量和生产效率。热成型是将PVC塑料片材加热到软化状态后,在外力作用下使其紧贴模具型面冷却定型的方法。该工艺可以生产各种形状和尺寸的PVC塑料板,如弧形板、球形板等。热成型具有生产效率高、产品形状灵活等优点。利信PVC挤出板维卡软化温度90度,满足稀土萃取提纯高温工艺,有效保证提取的纯度。
压延成型是将PVC塑料片材通过一系列相向旋转的平行辊筒间隙进行挤压和延展的方法。该工艺可以生产各种厚度和宽度的PVC塑料板,具有生产效率高、产品表面光洁度高等优点。选择合适的辊筒间隙:辊筒间隙直接影响PVC塑料板的厚度和宽度。因此,在选择辊筒间隙时需要根据具体需求进行调整,确保压延后的产品符合设计要求。控制压延温度:压延温度是影响PVC塑料板质量和性能的关键因素之一。过高的温度会导致PVC塑料分解,产生有害气体;过低的温度则会影响PVC塑料的延展性,导致产品质量不稳定。利信塑业生产加工于一体,合作过程无第三方,保证产品的尺寸和性能满足客户需求。菏泽塑料板定制尺寸
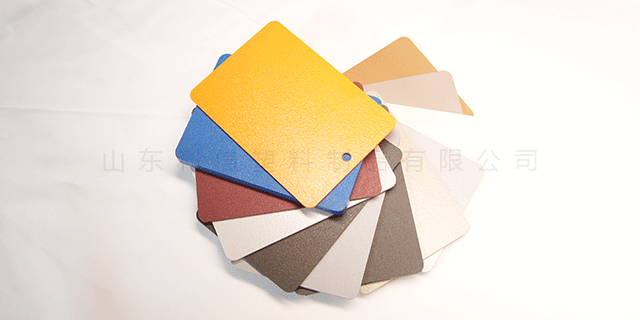
利信PVC板具有颜色有保证、厚度误差小等优越性能。江苏PVC胶板
PVC塑料板之间的接缝处,可以使用的接缝剂或密封胶进行填充和密封,以确保接缝处平整、美观且不易渗水。接缝处理时,应确保接缝剂或密封胶均匀涂抹在接缝处,并用刮板或手指轻轻抹平。粘贴完成后,根据胶水的固化时间,等待一段时间让胶水充分固化。在固化期间,应避免对PVC塑料板进行重压或撞击。固化后,使用清洁布或湿抹布轻轻擦拭PVC塑料板表面,去除残留的胶水和污渍。压条固定法适用于将PVC塑料板固定在龙骨或木条档上,特别适用于吊顶、墙面装饰等场景。这种方法具有安装灵活、易于拆卸和维护的优点。江苏PVC胶板
- 江门塑胶板多少钱 2026-05-03
- 东莞PVC胶板定制 2026-05-02
- 珠海塑料PVC板定制颜色 2026-05-02
- 临沂PVC板多少钱一平方 2026-05-01
- 浙江PVC板生产厂家 2026-05-01
- 北京塑料PVC板多少钱一平方 2026-04-30
- 河北PVC塑料板定制尺寸 2026-04-29
- 佛山PVC塑料板多少钱 2026-04-29
- 中山塑料PVC板定做 2026-04-29
- 黑龙江塑料PVC板定制尺寸 2026-04-29
- 烟台塑料PVC板定制尺寸 2026-04-28
- 淄博塑料PVC板定做 2026-04-28