是传统加工设备产量的10倍以上。数控钢筋将设备的组件置于非工作组状态。2断开主电源开关。3锁好控制柜和控制台,并将钥匙放在安全的地方。4在设备容易生锈的地方涂防锈油。5用塑料或绉布覆盖机器。随着社会经济的不断发展和精细化管理的不断深化,传统的简单钢材加工方法和诸多不利因素受到了相当大的制约。数控加工技术与传统加工技术相比的优势也十分突出。目前,国内铁路建设的钢材加工技术还比较落后,设备和手段普遍陈旧。传统的方法主要是手工和手工,生产效率低、耗时长、零件质量差、劳动强度大、成本高。在一定程度上制约了工程质量,同时钢筋加工也成为制约现代施工进度的瓶颈。数控钢筋加工设备采用高人机亲和力的高智能数控系统,按预先设定的程序加工所需的钢筋。充分保证了钢筋的定尺、矫直、切割、弯曲精度,具有一次弯曲合格率高的特点;数控钢材加工工艺精度高,能耗**降低,相应的设备流程布置合理。真正拥有,节省时间、劳力、材料和土地。生产效率大幅度提高,操作人员劳动强度大幅度降低,经济效益和社会效益大幅度提高,钢筋标准化操作水平提高和提高,推广应用价值。气动采用**品牌中国台湾亚德客,确保使用寿命;配置3KW空压机,保证气源供应充足。陕西钢筋折弯数控钢筋弯曲中心设备
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。广西什么是数控钢筋弯曲中心一体化该设备采用PLC、伺服驱动控制系统,确保了整机的操控性能和控制精度,规模化、高效性的生产。

4.这个数控机床钢筋弯曲中心采用的是细齿齿轮齿条牙齿咬合的剎车设备,改制动系统能确保钢筋弯曲全过程中发功机不容易因抗拉力。数控机床数控弯曲中心大多数是采用的交流伺服电机,且是采用的一体化设计方案,高韧性路轨设计方案的,钢筋弯曲中心具备非常好的性,下边给大伙儿讲下数控机床钢筋弯曲中心在冬天如何做,在冬天,钢筋弯曲中心要留意加热,尤其运作前,一定要搞好弯曲中心的加热工作中。要不然是会对弯曲设备导致应用危害,应用数数控弯曲中心,提议大伙儿每星期都对设备开展一个简易的维护保养,对设备开展维护保养能够确保设备运作顺畅,也可以使设备更为平稳,也有关键的就是说数控机床钢筋弯曲中心的芯棒、挡块和轮盘等必须一月检验一次。数控弯曲中心的结构优势数控弯曲中心采用液压剪切方式,故障率低,可靠性高,剪切力强,大输送轮,速度更快,更稳定,深受用户的欢迎。***钢筋加工厂来为您说说数控数控弯曲中心的结构优势:1、行走轨道采用齿轮齿条传动,定尺更准确;2、数控弯曲中心采用PLC、触摸屏等进口电控元器件,界面操作更方便;3、中心柔性钢筋锁紧机构设计,确保弯曲精度零部件;4、数控弯曲中心弯曲面板改进设计。
在工作中是连续成型几乎无钢筋料头损失。公司还可以根据用户的特殊要求,进行个性化的定制,充分满足世界各地的市场需求。一、桥梁桩基施工的前期(1)施工设计详细、合理、科学的设计是一项工程在施工中必不可少的,施工设计是在未施工以前,相关技术人员根据相关要求进行论证后形成的技术依据,依据施工设计进行施工,可以避免很多不必要的技术难题。钢筋弯曲中心有那些特点:1、高性能PLC结合屏控制界面操作方便,式弯曲主机,弯曲长度定尺2、一体化设计,度轨道设计,经久耐用3、伸缩式弯曲销轴实现了钢筋的双向弯曲4、备有图形数据库,预存数十种图形供用户选择5、采用气动-齿条锁紧机构,加工中主机不滑移,重复加工精度高。6、采用**的角度,弯曲精度高。7、设备性能好,一次性可弯曲多根钢筋,可弯曲多个不同角度,速度快,效率高。计算机编程,可存储上百种图形。

斜面卧式数控钢筋弯曲中心设备特点:1、钢筋托料采用曲柄连杆机构,钢筋托起的同时,将钢筋送至弯曲机头上方,便于操作人员放料,降低工人劳动强度,此外采用电机减速机驱动,所有托料杆动作一致,传动平稳可靠。2、弯曲机头行走机构采用齿轮齿条柔性啮合,解决了由于制造误差导致齿条与齿轮啮合不完全的问题,齿条为加厚型,刚性足,行走定位准确、更平稳。3、弯曲主轴采用花键设计,主轴本身采用***合金钢经特殊工艺制作,具有强度高、***,使用寿命长的特点。4、左、右弯曲机头、夹持器处均设有钢筋自动卸料钩,加工较长钢筋时,仍可实现钢筋的自动卸料。5、弯曲盘设有钢筋铁屑收集护罩,防止大量铁屑落入减速机内,对减速机造成磨损。6、弯曲机头采用倾斜式安装,便于钢筋的上料和卸料。7、钢筋夹持器采用双作用气缸,夹持钢筋时,保证左右同时夹紧,更换钢筋规格时,无需调整夹持器。8、操作系统具有柔性安全保护功能,防止弯曲检测光电失灵时,仍在执行弯曲动作,对机械机构造成损坏。9、操作系统设有强大的数据库,对于大圆弧、长度递增变化筋,均可一键设置,无需人工每次输入参数。可实现0-180度钢筋弯曲弯曲机头移动由伺服电机驱动;陕西什么是数控钢筋弯曲中心联系方式
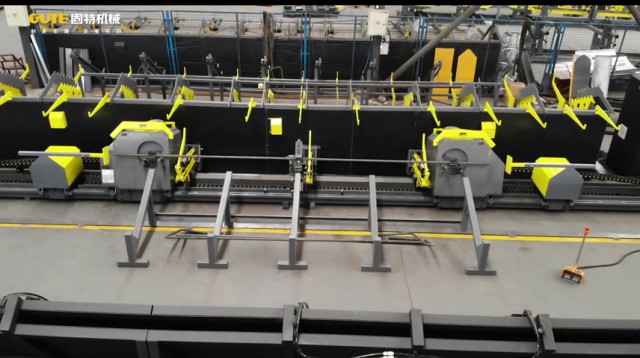
Φ28螺纹钢筋正、反弯曲,满足客户需要。陕西钢筋折弯数控钢筋弯曲中心设备
改刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置。从而保证了钢筋加工尺寸精度。5、这款数控钢筋弯曲中心电控系统财通国内外先进的品牌PLC与伺服电机能有效保证该设备在使用过程中稳定可靠。6、凯瑞德机械在同行简配降成本的大环境之下,坚持自我。为客户提供**稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重。)四、数控钢筋弯曲中心KW-2S-32技术参数表如下:编号技术参数KW-2S-321钢筋加工直径范围Φ12mm—32mm2弯曲角度(°)正弯:0°~180°;反弯:0°~-120°3弯曲方向正反方向弯曲均可4弯曲精度(°)±°5长度精度(mm)±1mm/m6弯曲速度(°/s)60°/s7**小弯曲轴间距mm500mm8弯曲边**短长度mm60mm9外形尺寸12**(实际功耗量5KW),380V,50-60Hz11钢筋直径ΦΦ10Φ12Φ14Φ16Φ18Φ22Φ25Φ3212加工支数n97653211。陕西钢筋折弯数控钢筋弯曲中心设备