- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- FY-QG
- 尺寸
- 可定制
- 重量
- 可定制
- 产地
- 浙江嘉兴市
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递或物流
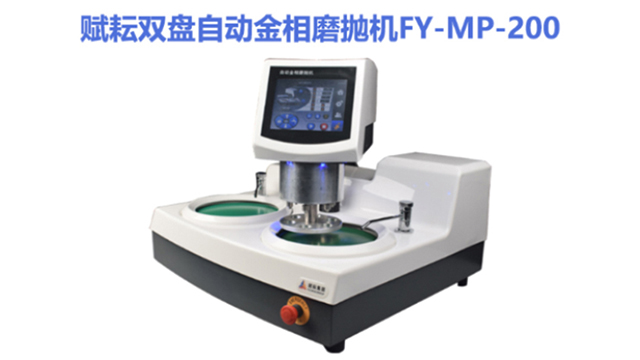
金相制样要经过以下几个步骤:取样、镶嵌、磨光(粗磨和细磨)和抛光。每项操作都必须严格细心,因为任金相镶嵌机XQJ-2B何阶段的失误都可能影响以后的步骤,在极端的情况下,不正确的制作可能造成假组织,从而得出错误的结论,因而金相制样设备的好与坏,尤其金相抛光机质量是决定抛光工序成败的关键。抛光是将制样上磨制产生的磨痕及变形层去掉,使其成为光滑镜面的工序。抛光试样的方法有机械抛光、电解抛光、化学抛光以及复合抛光等。机械抛光是现阶段应用较为适用的抛光方法,其正确的工艺和操作方法是在保证获得出色的制样和其他条件(如边缘保留及石墨和夹杂物保留等)的情况下,再具有较大范围的抛光速率选择及可靠性高的金相试样抛光机,就可以提高制样效率和质量,减少制样废品率,从而降低成本,提高经济效益,获得样品质量的高度一致性赋耘金相切割机的切割力反馈系统如何避免试样边缘崩裂?发展金相切割机价目表

赋耘金相切割机在金属材料质量检测方面的应用在制造业中,对于生产出的各种金属零部件,金相切割机起着至关重要的作用。例如汽车制造行业,发动机的缸体、曲轴等关键零部件,需要通过金相切割机获取金相试样,然后对其金相组织进行分析,查看是否存在诸如晶粒粗大、夹杂物过多等缺陷,以此判断零部件的质量是否符合设计要求。如果金相组织不正常,可能意味着在铸造、锻造或者热处理等加工环节出现了问题,能及时追溯并改进工艺,避免有质量隐患的产品流向市场。同样,在航空航天领域,像飞机发动机的叶片、起落架等强度高金属部件,利用金相切割机切取试样后,检测其金相结构,确保材料具备足够的强度、韧性以及抗疲劳性能等,保障飞行安全。因为这些部件在极端复杂且严苛的工况下工作,对材料的微观结构和性能有着极高的要求,金相切割机帮助获取比较好试样,为后续精确的金相分析提供基础。 金相制样金相切割机维修设备的历史切割数据能否用于优化工艺参数库?

多种型号满足不同需求:
手自一体精密切割机:
操作灵活:采用调速电机,经皮带传动带动切割片获得有效转速。既可以选择右侧手摇式转轮控制主轴推进方式,也可以选择平台推进方式进行切割,还能根据设置的参数自动进行切割,满足不同用户的操作习惯和使用场景需求。
显示与控制智能化:配备触摸屏显示及操作,画面清晰,功能布局合理,用户可自由设置参数,使得切割准备工作更加便捷、得心应手。
安全防护设计:机身整体设计精巧,内置不锈钢循环过滤冷却水箱,配以80%水和20%切削液混合润滑切割片和样品,有效避免样品表面发热烧伤,防止导轨和滚珠丝杠生锈。同时设置开盖停机安全保护功能,工作区域采用全封闭式结构,并有透明防护罩,供切割时观察,保障操作人员的安全。
切割能力强:可应用于PCB板材、φ30mm以内金属材料、电子零部件、镶嵌件等金相试样的切割。
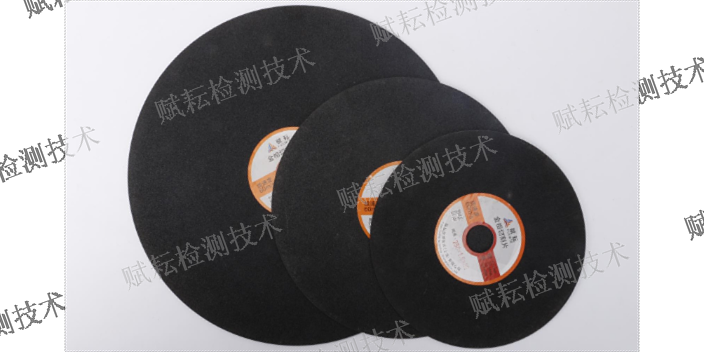
金属切割片的制造工艺涉及材料配方与烧结技术的结合。目前主流产品多采用金刚石颗粒与金属结合剂的复合结构,通过调整结合剂比例可实现不同硬度材料的切割需求。切割片的厚度设计需综合考虑切割效率与材料损耗,过薄易导致断裂,过厚则会增加切割阻力。在实际应用中,切割片的线速度控制至关重要,过高的转速可能引发材料局部过热,影响金相组织完整性。部分切割片通过表面开槽设计,可有效提升排屑能力,降低切割过程中的堵塞风险。用户在使用时应定期检查切割片的磨损状态,及时更换以保证切割精度。切割面粗糙度如何通过参数设置进行量化控制?
为了确保金相切割机始终保持良好的工作状态,延长其使用寿命,正确的保养方法至关重要。首先,在每次使用后,应及时清理切割机的切割室和切割片,去除残留的材料碎屑和污垢。可以使用软毛刷或压缩空气进行清理,避免使用硬物刮擦,以免损坏切割片和设备表面。其次,要定期检查切割片的磨损情况,当切割片磨损严重时,应及时更换,以保证切割质量和效率。此外,还应注意对设备的润滑保养,定期为传动部件添加适量的润滑油,确保设备运行顺畅。同时,要保持设备的存放环境干燥、清洁,避免阳光直射和潮湿环境,防止设备生锈和损坏赋耘金相切割机的安全门锁装置是否具备紧急制动联动功能?全自动金相切割机交易价格
金相切割机的选型指南。发展金相切割机价目表
金相切割机几种常见故障:机械故障.切割片松动或破裂:安装不牢固、质量不佳或受力不均都可能导致。表现为运转时晃动、有异响甚至破裂飞出。解决办法是重新安装确保牢固,检查质量并更换有问题的切割片,调整切割参数以平衡受力。.传动系统故障:如皮带磨损、齿轮损坏或传动轴弯曲。会出现异常噪音、震动及切割速度不稳定。需更换磨损皮带、修复或更换损坏齿轮、校正弯曲传动轴。.夹具松动或损坏:长时间使用磨损、夹紧力不足或操作不当会引起。导致试样松动移位,影响切割精度。可更换夹具、调整夹紧力并正确操作。电气故障.电机故障:电机绕组短路、断路或过载。表现为无法启动、运转异常或发热严重。需检查绕组,修复或更换损坏部分,避免过载并确保通风良好。.控制面板故障:按钮失灵、显示屏不显示或电路故障。无法正常操作设备或设置参数。检查连接,修复或更换损坏部件并排除电路故障。.电源故障:电源线损坏、插头接触不良或电源开关故障。设备无法通电或通电后跳闸。检查并修复电源线和插头,更换开关。冷却系统故障.冷却液不足或泄漏:管路破裂、接头松动或冷却液箱损坏。冷却效果差,切割片过热。检查管路和接头,修复泄漏处,添加冷却液。 发展金相切割机价目表
切割参数设定-切割速度:依据试样的材质、硬度以及切割片的类型等因素合理设定切割速度。一般来说,对于硬度较低的金属材料,切割速度可以适当快一些,但对于高硬度的合金钢、淬火钢等材料,速度则要放慢,以防切割片磨损过快、试样崩边或者出现过热现象。如果切割速度过快,切割片受力过大,容易产生破裂危险,同时也会使试样切割面粗糙度增加,影响后续制样效果。-进刀量:控制好进刀量,也就是切割片每次切入试样的深度。进刀量过大同样会导致切割片负担过重、试样容易崩裂以及切割面质量差等问题;进刀量过小则会使切割效率低下。要根据试样尺寸、材质以及切割片直径等综合确定合适的进刀量,例如切割较小尺寸且较软的金属试样时,进刀量可...
- 发展金相切割机技术指导 2025-12-18
- 金相切割机哪家便宜 2025-12-17
- 金相制样金相切割机售价 2025-12-17
- 金相切割机收购价格 2025-12-16
- 包埋金相切割机特价 2025-12-16
- 固定金相切割机进货价 2025-12-16
- 特殊金相切割机推荐货源 2025-12-15
- 什么是金相切割机加盟费用 2025-12-15
- 常见金相切割机保护 2025-12-15
- 哪里有金相切割机卖价 2025-12-15


- 上海靠谱的金相切割机厂家直销 2025-12-11
- 附近哪里有金相切割机零售价格 2025-12-10
- 现代金相切割机故障维修 2025-12-09
- 全自动金相切割机零售价格 2025-12-09
- 什么金相切割机交易价格 2025-12-09
- 本地附近金相切割机批发 2025-12-08


- 山西包埋镶嵌树脂大概多少钱 12-26
- 内蒙古冷镶嵌树脂什么价格 12-26
- 江苏铝合金金相切割片OEM加工 12-26
- 北京包埋镶嵌树脂代理加盟 12-26
- 金刚石磨盘寿命怎么样 12-25
- 江苏陶瓷金相切割片OEM加工 12-25
- 重庆低倍电解腐蚀仪检测什么材料用 12-25
- 浙江进口贺利氏古莎金刚石磨盘寿命怎么样 12-25
- 湖南金刚石金相切割片怎么选择 12-25
- 河南CAMEODISK金刚石磨盘 12-25