- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- FY-QG
- 尺寸
- 可定制
- 重量
- 可定制
- 产地
- 浙江嘉兴市
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递或物流
操作要点与注意事项
在操作前,需要仔细检查切割机的各部件是否正常,切割片有无破损、安装是否牢固等情况。根据样品的形状和大小合理选用夹具进行固定,确保固定可靠。
要依据样品材质正确选择切割速度、进刀量等参数,例如切割较软的金属时,切割速度可适当快些,但进刀量不宜过大,以免造成样品变形。
切割过程中,操作人员要佩戴好防护眼镜、手套等防护用品,站在安全位置进行观察操作,严禁用手触碰正在切割的部位或者切割片。
切割完成后,及时关闭电源,清理切割产生的碎屑,对切割机进行适当保养维护,如擦拭机体、检查切割片磨损情况等,以便下次能正常使用。 金相切割机的操作方法。现代金相切割机经营

《金相切割:开启材料微观世界的钥匙》在材料科学的领域中,金相切割是一项至关重要的技术。它为我们打开了一扇通往材料微观世界的大门,让我们能够深入了解材料的内部结构和性能。金相切割的目的是从大块材料中获取适合金相分析的试样。这个过程需要高精度的切割设备,以确保切割面平整、光滑,并且尽可能减少对材料组织的损伤。金相切割机通常采用高速旋转的切割片,通过精确的控制进给速度和压力,实现对各种材料的切割。不同类型的材料需要不同的切割方法和参数。例如,对于硬度较高的金属材料,可能需要使用金刚石切割片,并降低切割速度以防止过热;而对于脆性材料,如陶瓷和玻璃,则需要更加小心地控制切割力,以避免材料破裂。包埋金相切割机服务热线金相切割机的夹具类型。
赋耘金相切割机适用于切割各种金属、非金属材料的金相试样,以便观察材料金相、岩相组织。带有冷却装置,使用配置好的冷却液可带走切割时所产生的热量,避免试样过热而烧伤金相试样组织。使用方便、安全可靠,是工厂、科研单位以及大专院校实验室制作金相试样必备的设备之一。切割方向的要求:对于不同的材料检测要求,对切割方向有要求。以金属材料为例,·纵向取样是指沿着锻轧方向切开样品,可以用来检测非金属夹杂物的变形程度,晶粒畸变程度,塑性变形程度,变型后的各种组织形貌,热处理的各种情况等等。
多种型号满足不同需求:
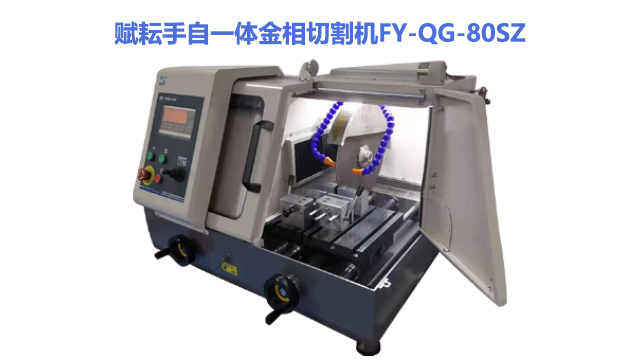
手自一体精密切割机:
操作灵活:采用调速电机,经皮带传动带动切割片获得有效转速。既可以选择右侧手摇式转轮控制主轴推进方式,也可以选择平台推进方式进行切割,还能根据设置的参数自动进行切割,满足不同用户的操作习惯和使用场景需求。
显示与控制智能化:配备触摸屏显示及操作,画面清晰,功能布局合理,用户可自由设置参数,使得切割准备工作更加便捷、得心应手。
安全防护设计:机身整体设计精巧,内置不锈钢循环过滤冷却水箱,配以80%水和20%切削液混合润滑切割片和样品,有效避免样品表面发热烧伤,防止导轨和滚珠丝杠生锈。同时设置开盖停机安全保护功能,工作区域采用全封闭式结构,并有透明防护罩,供切割时观察,保障操作人员的安全。
切割能力强:可应用于PCB板材、φ30mm以内金属材料、电子零部件、镶嵌件等金相试样的切割。
砂轮片更换时的安全锁定装置如何防止误操作?

冷却系统:查看冷却水箱水位是否在正常范围内,冷却液的管路有无堵塞、渗漏情况。金相切割过程中会产生大量热量,良好的冷却系统能有效带走热量,保护切割片、延长其使用寿命,并防止试样因过热而发生金相组织变化,影响后续分析结果。若冷却系统不正常,切割时容易出现切割片过热变钝、试样烧伤等问题。-机械传动部件:检查切割机的传动皮带、齿轮等机械传动部件是否处于正常状态,有无松动、磨损过度的迹象。这些部件若出现问题,可能会导致切割速度不稳定,影响切割质量和设备正常运行。-电气系统:检查电源线是否有破损、插头是否接触良好,各电气控制按钮、开关能否正常工作,保证设备电气安全,防止出现漏电、短路等电气故障,保障操作人员人身安全和设备稳定运行。赋耘金相切割机的水冷循环系统能否实现切割区域的精确温控?二手金相切割机价目表
切割精度可达 ±0.05mm,满足科研及精密制造领域需求;现代金相切割机经营
金相切割机通常要配合多种物品使用。首先是切割片,不同材质试样需选用不同类型切割片,如金刚石切割片用于金属材料。冷却系统也不可或缺,包括冷却液和冷却循环装置,能有效降低切割温度,防止试样过热导致组织变化。夹具同样重要,通用夹具可固定各种形状试样,特殊夹具则针对特殊形状或要求的试样。防护用品如防护眼镜、手套和口罩能保护使用者安全。此外,还需金相砂纸和研磨设备,对切割后的试样进行研磨抛光。金相显微镜用于观察分析试样微观结构,配合图像采集设备和测量软件等辅助工具,能更好地判断材料质量和性能。现代金相切割机经营
切割参数设定-切割速度:依据试样的材质、硬度以及切割片的类型等因素合理设定切割速度。一般来说,对于硬度较低的金属材料,切割速度可以适当快一些,但对于高硬度的合金钢、淬火钢等材料,速度则要放慢,以防切割片磨损过快、试样崩边或者出现过热现象。如果切割速度过快,切割片受力过大,容易产生破裂危险,同时也会使试样切割面粗糙度增加,影响后续制样效果。-进刀量:控制好进刀量,也就是切割片每次切入试样的深度。进刀量过大同样会导致切割片负担过重、试样容易崩裂以及切割面质量差等问题;进刀量过小则会使切割效率低下。要根据试样尺寸、材质以及切割片直径等综合确定合适的进刀量,例如切割较小尺寸且较软的金属试样时,进刀量可...
- 发展金相切割机技术指导 2025-12-18
- 金相切割机哪家便宜 2025-12-17
- 金相制样金相切割机售价 2025-12-17
- 金相切割机收购价格 2025-12-16
- 包埋金相切割机特价 2025-12-16
- 固定金相切割机进货价 2025-12-16
- 特殊金相切割机推荐货源 2025-12-15
- 什么是金相切割机加盟费用 2025-12-15
- 常见金相切割机保护 2025-12-15
- 哪里有金相切割机卖价 2025-12-15



- 上海靠谱的金相切割机厂家直销 2025-12-11
- 附近哪里有金相切割机零售价格 2025-12-10
- 现代金相切割机故障维修 2025-12-09
- 全自动金相切割机零售价格 2025-12-09
- 什么金相切割机交易价格 2025-12-09
- 本地附近金相切割机批发 2025-12-08





- 江苏不锈钢腐蚀仪怎么使用 12-31
- 内蒙古热镶嵌树脂 12-31
- 吉林进口贺利氏古莎金刚石磨盘适合什么材料磨抛 12-31
- 安徽赋耘镶嵌树脂厂家直销 12-31
- 吉林低倍电解腐蚀仪厂家直销 12-31
- 山东赋耘金相磨抛机怎么选择 12-31
- 内蒙古铝合金腐蚀仪定制尺寸 12-30
- 电解腐蚀仪厂家直销 12-30
- 安徽低倍腐蚀仪 12-30
- 上海铜合金腐蚀仪怎么使用 12-30