调整放卷机和矫直机之间的张力控制系统,确保放卷速度与矫直速度相匹配。对于较厚的板材,通常需要较大的张力;对于较薄的板材,则需要较小的张力。导向装置调整:根据板材的宽度和厚度,调整进料口的导向装置。确保板材在进入矫直区城时保持与设备中心线对齐。入口和出口压力调整:适当增加入口压力,确保板材顺利通过矫直...
钣金机械加工基本参数
- 品牌
- 博维恩
- 型号
- 钣金加工
- 基材
- 金属箔
钣金机械加工企业商机
钣金机械加工的主要工序包括剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定的几何知识。具体工序如下:剪料:指材料经过剪板机得到矩形工件的工艺过程。下料:指工件经过激光切割或数控冲床冲裁的工艺过程。落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。冲孔:指工件由普通冲床和模具加工孔的工艺过程。折弯:指工件由折弯机成型的工艺过程。压铆:指采用冲床或油压机把压铆螺母、压铆螺钉或压铆螺母柱等紧固件牢固地压接在工件上的工艺过程。拉铆:指以拉铆枪为工具,用拉钉将两个或两个以上工件紧密地连接在一起的工艺过程。铆接:用铆钉将两个或两个以上工件面对面连接在一起的工艺过程,若是沉头铆接,需先将工件进行沉孔。成形:指在普通冲床或其他设备上使用模具使工件变形的工艺过程。不同材料具有不同的特性和加工难度,需要选择合适的切削工具和参数。上海常见钣金机械加工生产

钣金加工中的误差范围通常在0.1mm到100mm之间,具体取决于加工材料、方法和精度要求。例如,激光切割的板厚范围通常在0.510mm,而折弯工艺则适用于0.56mm的板厚。切割公差通常为±0.2mm,折弯角度公差为±1°。钣金折弯件的未注线性尺寸极限偏差根据基本尺寸段的不同而有所变化,如030mm段为±0.2mm,30120mm段为±0.3mm等。未注倒圆半径和倒角高度尺寸的极限偏差也根据基本尺寸段有所不同,如03mm段为±0.4mm,36mm段为±0.3mm等。未注角度尺寸的极限偏差同样根据基本尺寸段变化,如010°段为±1°30′,1050°段为±1°等。徐州便捷式钣金机械加工价格我们选用一等的钣金材料,确保产品的抗腐蚀性、耐磨性和耐用性。
4.精细的表面处理:我们注重产品的外观质量,通过精细的表面处理,使产品更具质感和美观度。这使得我们的产品在外观上与众不同,能够吸引更多的目光。在我们的网站上,您可以找到更多关于博维恩不锈钢钣金折弯产品的详细信息和技术规格。我们的产品以其优异的质量和灵活的应用性,赢得了***的市场认可。我们致力于提供比较好的解决方案,满足客户的需求。如果您对我们的产品感兴趣或有任何疑问,请随时联系我们的销售团队。我们将竭诚为您提供专业的咨询和服务,帮助您找到**适合您需求的产品。谢谢您对博维恩不锈钢钣金折弯产品的关注,我们期待与您的合作。
在功能优势方面,博维恩不锈钢钣金焊接表现尤为突出。首先,我们的焊接技术具有高效、节能的特点,能够***降低生产成本,提高生产效率。同时,焊接过程中产生的热影响区小,对材料的性能影响小,保证了焊接产品的整体质量和稳定性。其次,博维恩不锈钢钣金焊接的焊缝美观、平整,无需进行二次加工,**节省了客户的时间和成本。我们的焊接工艺还能够实现无飞溅、无气孔等质量焊接效果,确保了产品的外观质量和内在质量。此外,博维恩不锈钢钣金焊接还具有优异的耐腐蚀性和抗磨损性能,能够在恶劣的环境中长期稳定运行。无论是在潮湿、腐蚀性强的环境中,还是在高温、高压的条件下,我们的焊接产品都能表现出色,为客户创造更大的价值。我们是一家致力于钣金激光加工的企业,为客户提供高质量、高效率的钣金加工解决方案。

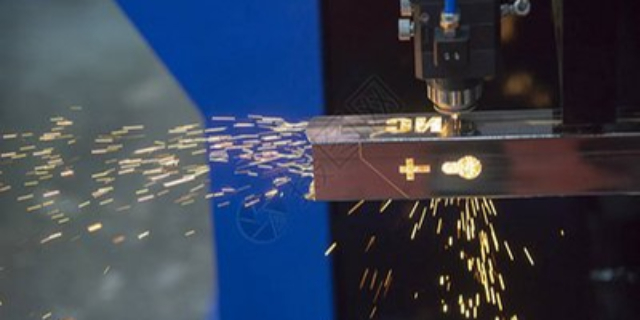
钣金机械加工的流程主要包括以下几个步骤:###1.材料准备选择合适的金属材料是钣金加工的第一步。根据产品的要求,选择相应的材料厚度和类型,对材料进行切割准备。###2.切割通过激光切割、数控切割或冲压等技术,将金属板材切割成所需的形状和尺寸。激光切割因其高精度和灵活性,广泛应用于复杂形状的加工。###3.折弯在切割完成后,使用折弯机对金属板材进行折弯加工,以形成所需的角度和形状。折弯工艺需要精确控制,以确保产品的尺寸和形状符合设计要求。为各种产品提供关键零部件。常州定做钣金机械加工生产厂家
我们的钣金激光加工产品可应用于各类家电产品的外壳和配件的加工,如冰箱、洗衣机等,确保产品的外观质感。上海常见钣金机械加工生产
3. 质量保证与管理体系 质量是我们的生命线,我们严格按照ISO9001质量管理体系进行生产和管理,确保产品的质量稳定和可靠。我们采用 良好的钣金材料,结合 良好的工艺和严格的质检流程,保证每一件产品都符合客户的要求。 4. 专业团队与售后服务 我们拥有一支经验丰富、技术精湛的团队,他们对钣金加工领域有着丰富的实践经验和专业知识。无论是技术咨询、产品设计还是售后支持,我们都能够及时响应客户需求,并提供专业的解决方案和 良好的服务。上海常见钣金机械加工生产
与钣金机械加工相关的文章

天津购买钣金机械加工性能
- 浙江现代钣金机械加工性能 2026-03-02
- 江苏国产钣金机械加工按需定制 2026-03-02
- 安徽什么钣金机械加工 2026-03-02
- 重庆附近钣金机械加工性能 2026-03-02
- 天津常见钣金机械加工市场价格 2026-03-02
- 浙江钣金机械加工按需定制 2026-03-02
- 重庆什么钣金机械加工厂家直销 2026-03-02
- 上海什么钣金机械加工欢迎选购 2026-03-02
- 上海制造钣金机械加工销售公司 2026-03-01
- 安徽制造钣金机械加工大小 2026-03-01
- 天津附近哪里有钣金机械加工交易价格 2026-03-01
- 天津使用钣金机械加工批发价格 2026-03-01
与钣金机械加工相关的产品



与钣金机械加工相关的新闻
-
天津自制钣金机械加工销售电话 2026-02-28 23:06:12精细的表面处理:我们注重产品的外观质量,通过精细的表面处理,使产品更具质感和美观度。这使得我们的产品在外观上与众不同,能够吸引更多的目光。在我们的网站上,您可以找到更多关于博维恩不锈钢钣金折弯产品的详细信息和技术规格。我们的产品以其优异的质量和灵活的应用性,赢得了***的市场认可。我们致力于提供比较...
-
天津制造钣金机械加工交易价格 2026-02-28 20:04:59博维恩激光切割还具备出色的灵活性和适应性。它不仅可以切割各种形状和尺寸的工件,还可以根据客户的具体需求进行个性化定制,满足客户的多样化需求。同时,博维恩激光切割还支持多种材料的切割,包括金属、非金属、复合材料等,为不同行业的客户提供***的解决方案。博维恩激光切割广泛应用于汽车制造、航空航天、电子通...
-
浙江制造钣金机械加工市场价格 2026-02-28 22:05:48钣金机械加工应用领域电子电器行业:如电脑机箱、手机、MP3等电子产品的外壳,以及电器设备的控制柜、配电柜等1。汽车工业:汽车的车身、发动机罩、车门、后备箱盖等部件都是钣金件,此外,汽车内部的仪表盘、座椅骨架等也常采用钣金加工1。通信行业:通信基站的机柜、机箱,以及通信设备的外壳等。医疗器械行业:如医...
-
天津什么钣金机械加工共同合作 2026-02-28 10:04:40柔性制造:小批量与大规模生产的完美平衡在工业4.0时代,“多品种、小批量”订单成为常态。我们打造的**智能钣金生产线*,集成高精度激光切割、多轴联动折弯机与自动化焊接单元,通过MES系统实现设备互联与数据互通。例如,针对医疗器械外壳加工,生产线可在30分钟内完成不同型号的切换,单日处理超20种定制化...
与钣金机械加工相关的问题
新闻资讯
产品推荐
-

重庆制造水冲霜冷风机共同合作
2026-05-23 -

上海什么是水冲霜冷风机工厂
2026-05-23 -

上海本地水冲霜冷风机价格
2026-05-23 -
江苏设计冷凝器水冲霜冷风机工厂
2026-05-23 -
大型水冲霜冷风机
2026-05-23 -
山东水冲霜冷风机销售厂家
2026-05-23 -

浙江现代水冲霜冷风机销售厂家
2026-05-23 -
上海水冲霜冷风机产品介绍
2026-05-23 -
什么水冲霜冷风机生产
2026-05-23