- 品牌
- 西门子
- 型号
- 6ES7590-1AF30-0AA0
- 类型
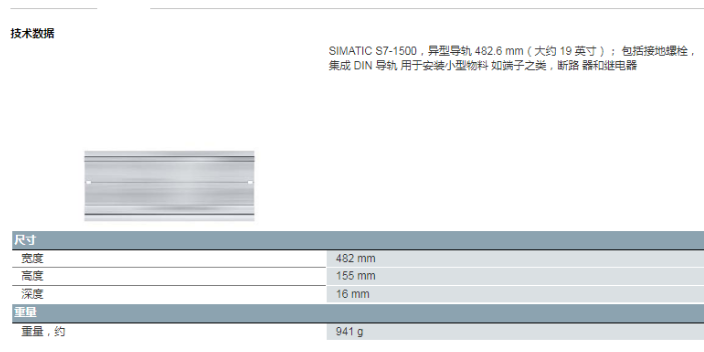
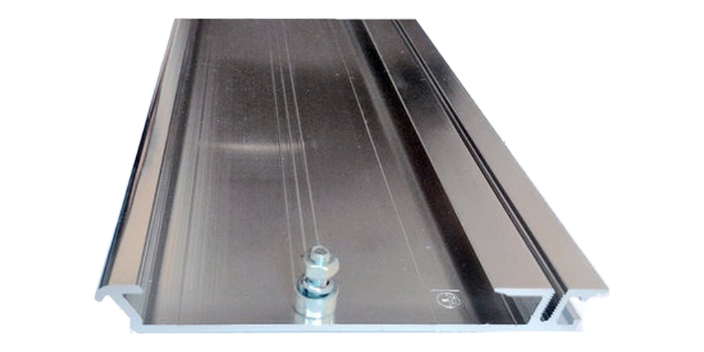
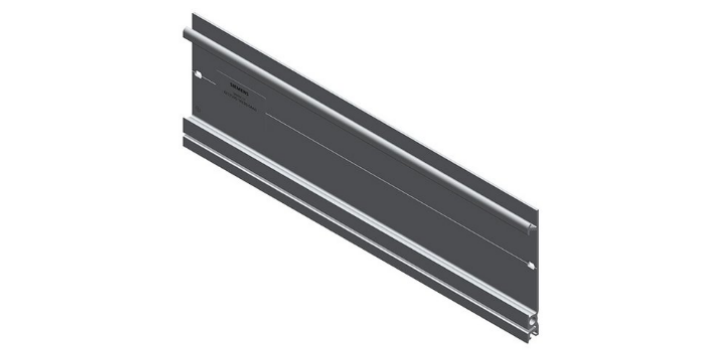
- 静压导轨
- 滑行轨迹
- 安装导轨
- 是否库存
- 是
- 是否批发
- 是
- 材质
- 铝合金材
- 外形尺寸
- 530*155*16
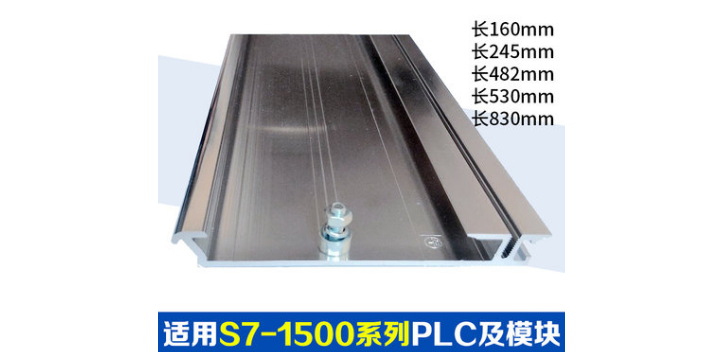
- 滑轨长度
- 530mm
- 滑轨宽度
- 155mm
- 滑块个数
- 1
- 重量
- 1.034
- 产地
- 德国
- 厂家
- 西门子
6EP1332-1SH716ES7290-6AA30-0XA06ES7297-0AX30-0XA06ES7298-2DS23-0XA06GK7277-1AA10-0AA0CPU1215C技术规范型号CPU1215CAC/DC/继电器CPU1215CDC/DC/继电器CPU1215CDC/DC/DC订货号(MLFB)6ES7215-1BG40-0XB06ES7215-1HG40-0XB06ES7215-1AG40-0XB0常规尺寸WxHxD(mm)130x100x75重量550g585g520g功耗14W12W可用电流(SM和CM总线)较大1600mA(5VDC)可用电流(24VDC)较大400mA(传感器电源)数字输入电流消耗(24VDC)所用的每点输入4mACPU特征用户存储器125KB工作存储器/4MB负载存储器,可用*SD卡扩展/10KB保持性存储器板载数字I/O14点输入/10点输出板载模拟I/O2点输入/2点输出过程映像大小1024字节输入(I)/1024字节输出(Q)位存储器(M)8192个字节临时(局部)存储器•16KB用于启动和程序循环(包括相关的FB和FC)•4KB用于标准中断事件(包括FB和FC)•4KB用于错误中断事件(包括FB和FC)信号模块扩展较多8个信号模块信号板扩展较多1块信号板通信模块扩展较多3个通信模块高速计数器共6个单相:3个100kHz以及3个30kHz的时钟频率;正交相位:3个80kHz以及3个20kHz的时钟频率脉冲输出不论是使用板载I/O。 S7-400: 中、性能的功能强大的 PLC,具有模块化结构和免风扇的设计。南通**西门子PLC安装导轨6ES75901BC000AA0
技术领域:本发明涉及一种漆包线生产线功能件安装导轨用涂油机构。背景技术::漆包线自动生产线中导轨是用于滑动件的安装基础,漆包线的生产为连续的生产工艺,因此导轨都是长距离连续布置,在使用时,需要经常对导轨的轨道面进行润滑用以保证好的润滑效果,现有的润滑方式是用刷子直接涂刷,效率低,且用刷子涂刷,润滑油浪费严重,使用效果不佳。因此,确有必要对现有技术进行改进以解决现有技术之不足。技术实现要素::本发明是为了解决上述现有技术存在的问题而提供一种漆包线生产线功能件安装导轨用涂油机构。本发明所采用的技术方案有:一种漆包线生产线功能件安装导轨用涂油机构,包括机架、注油管、排油管和涂油器,两个涂油器固定连接在机架上,注油管与两个涂油器相连通,在每个涂油器上连接一个排油管;所述涂油器包括安装块、毛刷、出油嘴和集油槽,所述安装块为矩形块状结构,在安装块上端面与左端面的结合处设有具有竖直边和底面的台阶部,台阶部的底面为向下倾斜的斜面结构,毛刷固定连接在安装块的左侧端面上,安装块下端面与左端面的拐角处为倒角斜面结构,集油槽为矩形槽结构,集油槽固定连接在安装块的底面上。 徐州供应西门子PLC安装导轨300PLC有的导轨,使用模块上自带的螺丝就可固定在导轨上。

导轨工作面直线度可用500mm钢板尺靠在导轨工作面,用塞尺检查a、b、c、d处(见图),均应不大于表(接头处对准钢板尺250mm处)。导轨工作面直线度允许偏差表导轨连接处abcd不大于(mm)2导轨接头处的全长不应有连续缝隙,局部缝隙不大于(图)。图图3两导轨的侧工作面和端面接头处的台阶应不大于(图)。图对台阶应沿斜面用手砂轮或油石进行磨平,磨修长度应符合表。台阶磨修长度表电梯速度(m/s)3m/s以上3m/s以下修整长度(mm)3002007质量标准主控项目。一般项目~+2mm;对重导轨0~+3mm。。预埋件应符合土建布置图要求。锚栓(如膨胀螺栓等)固定应在井道壁的混凝土构件上使用,其连接强度与承受振动的能力应满足电梯产品设计要求,混凝土构件的压缩强度应符合土建布置图要求。(包括侧面与顶面)与安装基准线每5m的偏差均不应大于下列数值:轿厢导轨和设有安全钳的对重(平衡重)导轨为;(微信公众号:电梯)不设安全钳的对重(平衡重)导轨为。(平衡重)导轨工作面接头处不应有连续缝隙,导轨接头处台阶不应大于。如超过应修平,修平长度应大于150mm。(平衡重)导轨接头处缝隙不应大于,导轨工作面接头处台阶不应大于。
磁性部件2可通过强力胶与导轨主体1进行粘接固定,具体的,通过绝缘层即可对导轨主体1与磁性部件2的相对位置进行固定,而通过强力胶将磁性部件2与导轨主体1粘接固定后,可进一步提高绝缘层与导轨主体1之间的连接稳定性。其中,强力胶是一种工业用黏着剂,为单组分新型全透明溶液胶,室温固化,操作方便。并且,在实际使用过程中,磁性部件2也可采用其他方式与导轨主体1进行连接固定,例如,在导轨主体1的安装侧上设置有安装槽,将磁性部件2固定在安装槽内,以实现导轨主体1与磁性部件2之间的连接固定。进一步的,在本实施方式中,磁性部件2可包括至少一个磁铁,且当设置有多块磁铁时,各块磁铁可沿导轨主体1固定侧的长度方向进行等距排列。并且,磁铁可采用钕铁硼强磁铁,钕铁硼强磁铁具有体积小、重量轻和磁性强的特点,因而不仅可避免增加电气安装导轨的重量,还可保证与导轨主体1及设备的安装机架之间的吸合稳定性。本实用新型的第二实施方式涉及一种电气安装导轨。电气安装导轨包括:导轨主体、绝缘层及磁性部件,绝缘层设置于导轨主体上,磁性部件则可拆卸地设置在绝缘层上,并由绝缘层将导轨主体与磁性部件之间相互隔开。西门子运用“SIVACON 技术伙伴的”理念为你提供试验型的 8PT SIVACON 配电盘。
SIMATICS7-400有多个型号:S7-400:中、性能的功能强大的PLC,具有模块化结构和免风扇的设计。S7-400H:采用冗余设计的容错自动化系统,适用于故障安全型应用。S7-400F/FH:采用冗余设计的故障安全自动化系统,也具备高可用性。S7-400S7-400自动化系统采用模块化设计。它拥有丰富的模块,这些模块可进行各种组合。系统包含下列组件:电源模块(PS):用于将SIMATICS7-400连接到120/230VAC或24VDC电源电压。CPU:配有集成PROFIBUSDP接口的不同CPU具有不能范围。根据具体型号,这些CPU也可以带有集成PROFINET接口。使用PROFIBUS接口,多可以连接125个PROFIBUSDP从站。可以将多256个PROFINETIO设备连接到PROFINET接口。SIMATICS7-400的所有CPU均可处理极大型的配置。此外,在一个控制器中的多重计算模式下,多个CPU可以协同工作以提高性能。这些CPU处理速度快且具有确定性响应时间,可实现较短机器循环时间。 西门子人机界面:TD200、TD400C、TP177A/B、MP277、MP377、 TP700、TP900、TP1200、TP1500、SMART700/1000。南通西门子西门子PLC安装导轨
S7-400F/FH: 采用冗余设计的故障安全自动化系统,也具备高可用性。南通**西门子PLC安装导轨6ES75901BC000AA0
本工艺标准是对电梯安装工程质量的比较低要求,所规定的项目都必须达到合格。电梯安装工程质量验收除应执行本工艺标准外,尚应符合现行有关国家标准的规定。2术语电梯安装工程电梯生产单位出厂后的产品,在施工现场装配成整机至交付使用的过程。注:本工艺标准中的“电梯”是指电力驱动的曳引式或强制式电梯、液压电梯。电梯安装工程质量验收电梯安装的各项工程在履行质量检验的基础上,由监理单位(或建设单位)、土建施工单位、安装单位等几方共同对安装工程的质量控制资料、隐蔽工程和施工检查记录等档案材料进行审查,对安装工程进行普查和整机运行考核,并对主控项目全验和一般项目抽验,根据本工艺标准以书面形式对电梯安装工程质量的检验结果做出确认。土建交接检验电梯安装前,应由监理单位(或建设单位)、土建施工单位、安装单位共同对电梯井道和机房(如果有)按本工艺标准的要求进行检查,对电梯安装条件作出确认。3基本要求安装单位施工现场的质量管理应符合下列规定:具有完善的验收标准、安装工艺及施工操作规程。南通**西门子PLC安装导轨6ES75901BC000AA0

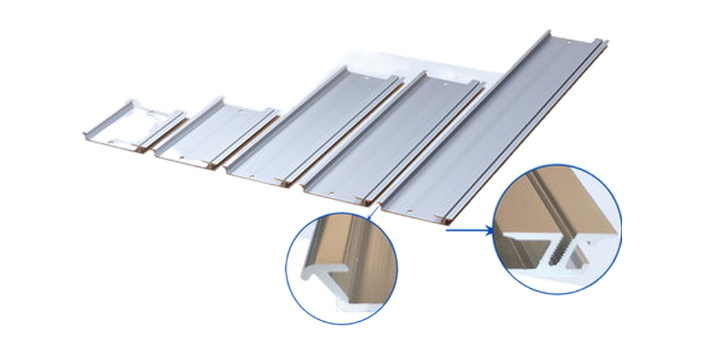
西门子 PLC 安装导轨的空间优化设计适合小型化控制柜场景,部分型号采用薄型结构,导轨厚度* 1.2mm,较传统导轨减少 20% 空间占用,同时导轨的 U 型结构可容纳模块底部的接线端子,避免接线端子与控制柜背板碰撞。在实验室的小型自动化测试平台中,控制柜尺寸*为 300mm×200mm×150mm,选用 150mm 长的薄型西门子导轨后,可同时安装 S7-1200 CPU、小型电源模块及 1 个 4 路 I/O 模块,模块与导轨的总占用宽度* 40mm,剩余空间可容纳接线端子排与散热风扇,实现小型化设备的功能集成,较非薄型导轨节省 30% 控制柜空间。S7-300的所有模块均直接用螺丝固定在...
- 连云港**西门子PLC安装导轨6ES75901AE800AA0 2025-12-10
- 普陀区主营西门子PLC安装导轨6ES75901AB600AA0 2025-12-10
- 南通直供西门子PLC安装导轨6ES73901AE800AA0 2025-12-10
- 嘉定区代理西门子PLC安装导轨6ES75901AJ300AA0 2025-12-10
- 常州**西门子PLC安装导轨6ES75901AC400AA0 2025-12-10
- 盐城供应西门子PLC安装导轨6ES75901AB600AA0 2025-12-10
- 连云港主营西门子PLC安装导轨6ES73901AE800AA0 2025-12-10
- 杨浦区直供西门子PLC安装导轨6ES73901AE800AA0 2025-12-10
- 金山区模块西门子PLC安装导轨6ES75901AB600AA0 2025-12-10
- 黄浦区销售西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-09
- 嘉定区销售西门子PLC安装导轨6ES75901AJ300AA0 2025-12-08
- 静安区**西门子PLC安装导轨6ES73901AB600AA0 2025-12-07
- 上海直供西门子PLC安装导轨6ES73901BC000AA0 2025-10-17
- 崇明区**西门子PLC安装导轨6ES73901AF300AA0 2025-10-17
- 江苏直供西门子PLC安装导轨6ES75901AB600AA0 2025-10-17
- 静安区代理西门子PLC安装导轨6ES73901AE800AA0 2025-10-14




- 黄浦区直供3RV2断路器3RH29 21-1DA11 01-01
- 苏州X.R系列继电器性价比 01-01
- 黄浦区3RH23RV2断路器3RH29 11-2DA11 01-01
- 长宁区AD16系列蜂鸣器货源充足 01-01
- 奉贤区控制箱AD16系列蜂鸣器性价比 01-01
- 湖南模块模块连接器6ES7521-1BH10-0AA0 01-01
- 杨浦区制造AD16系列蜂鸣器哪家强 01-01
- 金山区供应模块连接器6ES7521-1BL00-0AB0 01-01
- AD16-16MJ/A22 01-01
- 虹口区销售模块连接器6ES7531-7NF00-0AB0 01-01