- 品牌
- 赋耘
- 型号
- FY-OST-100
- 类型
- 晶间腐蚀仪
- 工作室尺寸
- 850x350x450mm
- 温度波动度
- 0.1
- 重量
- 42
- 厂家
- 赋耘
- 产地
- 上海
- 环境湿度
- ≤85%R.H,不凝露
- 环境温度
- 5-30℃
- 总功率
- 2100W
- 工作时间
- 0-999小时60分钟, 显示,可暂停时间。
- 控制温度
- 0-200℃,显示精度0.1℃
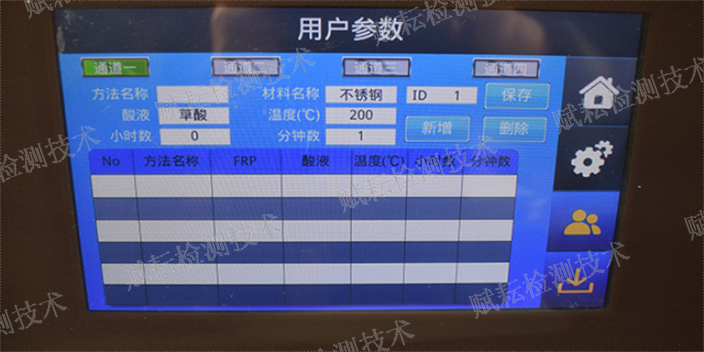
- 操作方式
- 触摸屏操作,支持中英文切换,亮度调节
晶间腐蚀试验操作规程总则本公司采用的晶间腐蚀试验方法为GB/《不锈钢硫酸-硫酸铜腐蚀试验方法》。本守则对试样的提取、试验设备、试验条件和步骤、试验结果的评定及报告作了规定。适用于检验奥氏体、奥氏体-铁素体不锈钢在加有紫铜屑的硫酸-硫酸铜溶液中的晶间腐蚀倾向。2、试样的提取与制备焊接件试样从与产品钢材相同且焊接工艺也相同的试板上提取,应包括母材、热影响区及焊接金属的表面,详见附件。试样用锯切取,如剪切则应通过切削或研磨方法除去剪切的影响部分。试样切取及表面研磨时,应防止表面过热。试验试样表面粗糙度Ra值≯μm,其他检验试样提取详见GB/。(见附件)3、试验仪器、设备、试验溶液试验仪器为容量≥1L的带回流冷凝器的磨口锥形烧瓶。600瓦的加热电炉配上一只可调变压器,通过后者调节加热电炉的功率,使本试验溶液能保持微沸状态。试验溶液配制方法如下:将100g符合GB/T665的分析纯硫酸铜(CuSO4·5H2O)溶解于700ml蒸馏水或去离子水中,再加入100ml符合GB/T625的优级纯硫酸,用蒸馏水或去离子水稀释至1000ml,即配成硫酸-硫酸铜溶液。
电解抛光腐蚀仪触摸屏操控,简单直观!现代晶间腐蚀大概多少钱

晶间腐蚀试验标准:不锈钢晶间腐蚀试验:ASTMA262-2014GB/T4334-2008ISO3651-2:1998ASTMA763-93(R2009)煅制高镍铬轴承合金晶间腐蚀敏感性的检查用测试方法方法A:ASTMG28-02(2008)不锈钢压力容器晶间腐蚀敏感性检验:GB/T21433-2008镍基合金晶间腐蚀A法:GB/T15260-1994煅制高镍铬轴承合金晶间腐蚀敏感性的检查用测试方法方法A:ASTMG28-02(2008)5XXX系铝合金晶间腐蚀试验方法质量损失法:GB/T26491-2011铝合金晶间腐蚀测定方法:GB/T7998-2005用浸入氯化钠+过氧化氢溶液的方法评定可热处理铝合金的晶间腐蚀:ASTMG110-1992(200定沸腾酸化氯化钠溶液中镍含量不同的不锈合金应力晶间腐蚀开裂:ASTMG123-2000(2011)。 附近哪里有晶间腐蚀批发厂家赋耘检测技术(上海)有限公司不锈钢晶间腐蚀仪!

我国在不锈钢复合板领域也制定了多项标准,但是由于标准不统一,现有不锈钢复合板复层晶间腐蚀试验方法不能做到有效统一。本次研究就现阶段不锈钢复合板复层晶间腐蚀试验方法和标准进行了分析,现将研究内容报告如下:一、不锈钢复合板复层晶间腐蚀试验方法分析针对不锈钢复合板复层晶间腐蚀试验方法分析,我国对于不锈钢复合板复层晶间腐蚀试验方法没有统一的标准,因此,在现阶段的研究过程也存在较大的差异性。多数文献研究采用了2008年制定的E方法的相关标准进行。有研究文献就结合上述标准采用热处理方法对开展不锈钢复合板复层晶间腐蚀试验,在对不锈钢复合板进行模拟焊后热处理,并采用方法E检验不锈钢钢板和低合金相结合过程中出现碳迁移的现象,结果显示弯曲表面为覆层表面时晶间腐蚀试验多数不合格。
金相分析中常见的切割材料包括普通钢材、合金钢、铸铁、有色金属、高温合金等。这些材料在金相分析中需要根据其特性和切割需求选择合适的切割片和切割方法。
具体来说,不同类型的材料需要不同的切割片搭配切割机和处理方式:
普通钢材和合金钢:通常使用棕刚玉或铬刚玉材质的切割片,适用于硬度较低的材料,如HRC50以下。切割片的选择需要考虑材料的硬度和消耗速度,以保证切割效率和样品质量。
铸铁:包括球墨铸铁、可锻铸铁、高磷铸铁等,使用棕刚玉或碳化硅材质的切割片,适用于硬度较高的铸铁材料。有色金属:如铜、铝等,通常使用碳化硅材质的切割片,适用于硬度较低的有色金属。
高温合金和其他超硬材料:需要使用更硬的切割片,如金刚石或立方氮化硼(CBN)材质的切割片,适用于硬度极高的材料。在切割过程中,
还需要注意以下几点:
切割片的选择:根据材料的硬度和切割需求选择合适的切割片,硬材料使用硬质磨料,软材料使用软质磨料。
切割方法:湿式切割可以减少热损伤,使用冷却液冲刷砂轮片以避免摩擦热对样品造成的热损伤。通过合理选择切割片和采用适当的切割方法,可以比较大限度地减少对样品的损伤。 环境湿度对金属材料晶间腐蚀的影响?

赋耘检测技术(上海)有限公司晶间腐蚀仪不锈钢操作台,耐腐蚀,方便维护清理。加热盘表面抗腐蚀处理,增加加热器寿命,操作安全。触摸屏操作,直观简单方便操作。用户可以自定义方法数据库,可储存100条。可将常用的参数储存。温度直接控制溶液温度,更精确。4工位单独控制工作,增加制样效率。温度超温保护,并且对温度传感器检测。有冷凝水传感器检测,无水停机报警。有漏电和短路保护。可选择漏液传感器检测,有漏液停机报警。可电脑远程控制操作。可连接循环冷凝水,不依赖外来水源,使冷凝水得到多次利用。可配通风柜操作使用,当有蒸汽泄漏时,漏液传感器检测到后停机并且自动打开通风柜,避免给操作员身体带来伤害。技术统一规定中通常包括“奥氏体不锈钢制容器用于可能引起晶间腐蚀的环境,焊后应做固溶或稳定化处理”,提出这样的要求,自有其存在的合理性。但即使设计人员在图样的技术要求中提出这一条,要求制造厂进行不锈钢制容器(比如换热器)的焊后热处理,由于实际热处理工艺参数难以控制和其他一些意想不到的困难,通常难以达到设计人员提出的理想要求,实际上在役的不锈钢设备绝大部分是在焊后态使用。 晶间腐蚀与材料的晶粒尺寸有何关系?附近哪里有晶间腐蚀批发厂家
晶间腐蚀的机理有哪些?现代晶间腐蚀大概多少钱
工艺措施采用适当热处理工艺,控制在危险温度区的停留时间,防止过热,施焊时快焊快冷,使碳来不及析出。常见:1)固溶处理,将钢加热1050-1150℃后水淬,使铬化物溶于奥氏体中,这种方法只适合不再焊接的奥氏体钢。2)稳定化处理,一般在固溶处理后进行,将钢加热到850-880℃保温后空冷,此时Cr的碳化物完全溶解,脱离钛的碳化物不完全溶解,且在冷却过程中充分析出,使碳不可能再形成铬的碳化物,因而有效地消除了晶间腐蚀。3)铁素体不锈钢的敏化温度在900℃以上,而在700-800℃退火即可以消除晶间腐蚀倾向。4)去应力处理。一般加热到300-350℃回火。对于不含稳定化元素Ti、Nb的钢,加热温度不超过450℃,以免析出铬的碳化物而引起晶间腐蚀。对于碳和含Ti、Nb不锈钢的冷加工件和焊接件,需在500-950℃,加热,然后缓冷,消除应力。 现代晶间腐蚀大概多少钱

晶间腐蚀并非新出现的问题,早在 20 世纪初期,科学家们在研究金属材料性能时就逐渐注意到了这种特殊的腐蚀现象。随着工业的快速发展,金属材料在各个领域广泛应用,晶间腐蚀所带来的影响愈发凸显。当时,工程师们在一些大型金属结构件上发现,即便表面看起来完好无损,但内部却出现了意想不到的损坏,经过深入研究,晶间腐蚀这一 “隐藏刺客” 逐渐进入大众视野。在众多金属中,黄铜也是容易遭受晶间腐蚀的一员。生活中,一些年代较为久远的黄铜制品,比如老式的黄铜门把手,如果长期处于潮湿且伴有微量酸性气体的环境中,晶界就会慢慢受到侵蚀。一开始,可能只是在显微镜下才能观察到晶界处有细微的变化,随着时间推移,黄铜内部的晶粒间...
- 安徽不锈钢C法晶间腐蚀什么品牌性价比高 2025-12-18
- 天津草酸法晶间腐蚀怎么选择 2025-12-02
- 安徽晶间腐蚀厂家直销 2025-11-09
- 上海不锈钢B法晶间腐蚀什么价格 2025-11-09
- 上海晶间腐蚀什么价格 2025-11-09
- 天津晶间腐蚀怎么使用 2025-11-09
- 陕西镍合金晶间腐蚀代理加盟 2025-11-09
- 吉林镍合金晶间腐蚀什么品牌性价比高 2025-11-09
- 江苏不锈钢晶间腐蚀什么品牌性价比高 2025-11-09
- 黑龙江锻造高镍铬轴承合金晶间腐蚀用什么腐蚀液 2025-11-08

- 山西锻造高镍铬轴承合金晶间腐蚀什么品牌性价比高 2025-11-02
- 吉林锻造高镍铬轴承合金晶间腐蚀代理加盟 2025-11-02
- 内蒙古不锈钢晶间腐蚀操作说明 2025-11-02
- 浙江不锈钢B法晶间腐蚀用什么腐蚀液 2025-11-02
- 河北镍合金晶间腐蚀厂家直销 2025-11-02
- 山西不锈钢D法晶间腐蚀 2025-11-01





- 江苏不锈钢腐蚀仪怎么使用 12-31
- 内蒙古热镶嵌树脂 12-31
- 吉林进口贺利氏古莎金刚石磨盘适合什么材料磨抛 12-31
- 安徽赋耘镶嵌树脂厂家直销 12-31
- 吉林低倍电解腐蚀仪厂家直销 12-31
- 山东赋耘金相磨抛机怎么选择 12-31
- 内蒙古铝合金腐蚀仪定制尺寸 12-30
- 电解腐蚀仪厂家直销 12-30
- 安徽低倍腐蚀仪 12-30
- 上海铜合金腐蚀仪怎么使用 12-30