- 品牌
- HUCK,WOTON
- 型号
- 短尾铆钉
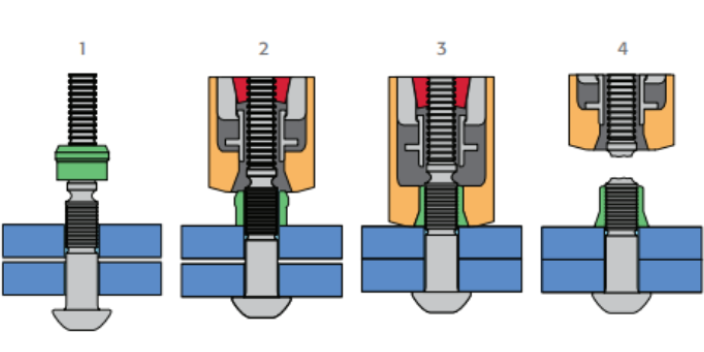
工具的拉爪会咬合短尾铆钉的尾部,将铆钉拉入头。施加压力:随着工具的继续工作,砧筒部分会施力在套环上,消除板间的间隙。当到达预设定的力值时,砧筒开始挤压套环使其变形并进入铆钉的锁槽内。完成铆接:持续的挤压会使套环伸长并拉伸铆钉,产生精确的夹紧力。当铆接动作完成,工具会退出铆钉,松开拉爪,完成安装。三、安装后检查外观检查:检查铆接后的短尾铆钉是否平整、光滑,无裂纹、变形等缺陷。连接强度检查:通过适当的测试方法(如拉伸试验、扭矩试验等)检查连接件的强度是否满足要求。短尾铆钉的铆接效果美观,不会对外观造成破坏。无锡短尾铆钉99BOM

特点:连接强度高:由于铆钉孔壁受挤压而胀大,与钉杆形成紧密的干涉配合,因此连接强度较高。适用范围广:适用于多种材料和厚度的连接。5.其他特殊连接方式随着技术的不断发展,还可能出现一些特殊的短尾铆钉连接方式,如自冲铆接、旋转铆接等。这些连接方式通常具有独特的工艺特点和适用范围,能够满足不同行业和领域的需求。综上所述,短尾铆钉的连接方式多种多样,包括拉铆连接、压铆连接、螺纹连接、干涉配合铆接等。在选择具体的连接方式时,需要根据工件的材料、厚度、连接要求以及使用环境等因素进行综合考虑。安徽短尾铆钉99-7881短尾铆钉的轻便设计使得长时间使用也不会感到疲劳。

短尾铆钉的连接方式主要包括以下几种:拉铆连接原理:拉铆连接是通过的拉铆枪或拉铆机,将短尾铆钉的钉杆部分拉入预先钻好的孔中,使钉杆膨胀并与孔壁形成紧密的挤压连接。特点:连接强度高:由于钉杆膨胀与孔壁形成紧密的挤压连接,因此连接强度较高。安装便捷:拉铆连接过程相对简单,只需使用的拉铆工具即可完成。适用范围广:适用于多种材料的连接,如金属、非金属等。压铆连接原理:压铆连接是通过的压铆机或压力设备,将短尾铆钉压入预先钻好的孔中,使铆钉的头部或特殊结构部分与工件表面形成紧密的连接。
外观检查:检查铆接后的短尾铆钉是否平整、光滑,无裂纹、变形等缺陷。连接强度检查:通过适当的测试方法(如拉伸试验、扭矩试验等)检查连接件的强度是否满足要求。功能检查:确保连接件在使用过程中能够正常工作,无松动、脱落等现象。此外,在安装短尾铆钉时,还需要注意以下几点:保持垂直:在安装过程中,要确保工具头保持垂直于工件表面,以避免铆钉歪斜或损坏工件。施加足够压力:在拉铆过程中,要施加足够的压力使钉套贴靠工件,确保铆钉与工件之间的紧密连接。避免重复铆接:一旦铆接完成,应避免再次对铆钉施加压力,以免损坏铆钉或连接件。遵循以上步骤和注意事项,可以确保短尾铆钉的正确安装和连接件的可靠性。短尾铆钉的使用方法简单易懂,无需专业培训即可上手。

短尾铆钉的安装速度快,且不需要对安装人员进行专门的培训,降低了劳动力成本。同时,符合人机工学的安装工具能够减轻劳动者的操作疲劳感。检查简便:短尾铆钉的安装质量可以通过简单的目视检查来确认,无需复杂的检测手段。综上所述,短尾铆钉作为一种重要的连接元件,在多个行业和领域中发挥着关键的作用。其优异的性能和广泛的应用范围使得它成为现代工业制造中不可或缺的一部分。相较于传统环槽铆钉,短尾铆钉无断尾设计减少了材料浪费,更加环保。表面处理优异:经过优异表面处理的短尾铆钉能够有效防止生锈,提高使用寿命。短尾铆钉是一种可靠的工具,用于较快连接金属件。温州短尾铆钉C50LR-BR
短尾铆钉是一种高效。可靠的工具,用于固定金属和其他材料。无锡短尾铆钉99BOM
定义与特点短尾铆钉是一种特殊的锁紧螺栓,了先进的紧固系统。其特点在于钉杆缩短,删除了后端的分离槽和环槽段,从而节省了材料并简化了铆接步骤。与传统的铆钉相比,短尾铆钉在安装过程中无冲击、无噪音,且安装速度更快。应用领域短尾铆钉因其度、可靠性和易于安装的特点,被广泛应用于多个行业和领域,包括但不限于:制造业:汽车制造:用于连接车身、底盘、发动机等部件,确保车辆的结构强度和安全性。航空航天:在飞机、直升机、火箭等航空航天设备的制造中,用于连接机翼、机身、尾翼等关键部件。机械制造:在机床、工具、模具等机械制造领域,提供稳定的连接和支撑。无锡短尾铆钉99BOM

连接强度:超越传统标准短尾铆钉的铆接力分布更均匀,避免了传统铆钉因尾部切割导致的应力集中,其抗拉强度和抗剪强度较传统铆钉提升15%-30%。例如,在建筑钢结构连接中,采用短尾铆钉后,其抗剪承载力达到50kN,满足8级地震下的结构安全需求。2. 抗疲劳性:适应高循环载荷短尾铆钉通过优化尾部形状和材质处理,明显提升了抗疲劳性能。在疲劳测试中(循环载荷10^7次),其裂纹萌生寿命较传统铆钉延长50%以上。这一特性使其成为风电设备、轨道交通等长期承受动态载荷领域的理想选择。这款短尾铆钉的尾部设计独特,便于安装后的检查。振动筛用短尾铆钉99-7881强度与耐久性:材质通常为铝合金、碳钢等,表面处理优异,...
- 短尾铆钉2628 2025-10-03
- 液压短尾铆钉99-3204 2025-10-03
- 江苏短尾铆钉99-769 2025-10-03
- 重卡车架用短尾铆钉99-99-245 2025-10-02
- 芜湖短尾铆钉SF46 2025-10-02
- 镇江短尾铆钉2630 2025-10-02
- 常州短尾短尾铆钉 2025-10-01
- 合肥短尾铆钉BOM-R8 2025-10-01
- 扬州短尾铆钉99BOM 2025-10-01
- 环槽铆钉短尾铆钉940-220 2025-09-30

- 绍兴短尾铆钉C50LR-BR 2025-09-30
- 泰州短尾铆钉99-7884 2025-09-29
- 安徽短尾铆钉99-7884 2025-09-29
- 苏州短尾铆钉99-7851 2025-09-28
- 金华短尾铆钉GAGE BILT 2025-09-28
- 金华短尾铆钉MBP-R 2025-09-28





- 短尾哈克枪HUCK2581 03-04
- 北京可追溯哈克枪HUCK256 03-04
- 江苏短尾哈克枪HUCK2025 03-04
- 北京单面铆钉哈克枪HUCK256 03-04
- GBP虎克铆钉SF32 03-04
- 江苏短尾哈克枪BTT35-DT 03-04
- 上海美国HUCK哈克枪HUCK2630 03-04
- 江苏GBP哈克枪HUCK254 03-03
- 四川美国原装进口哈克枪SF32 03-03
- 哈克枪HPT57RH 03-03