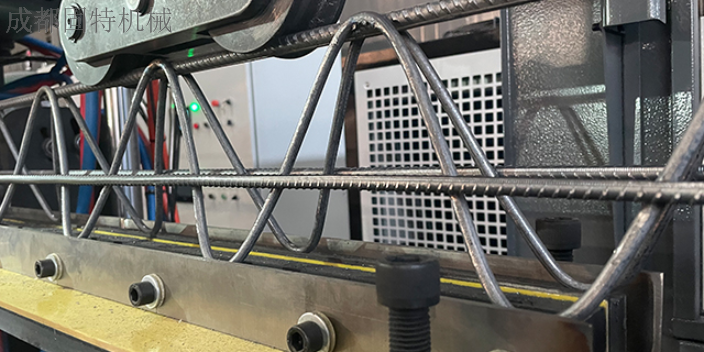
全自动焊接常用有以下几种技术:内焊机根焊+外焊机自动焊技术。采用多焊炬内焊机进行组对和根焊,外焊机自动焊进行热焊、填充和盖面焊。自动焊机组整体效率较高,但由于内焊机爬坡能力以及自身可通过的曲率半径等受限,适用于地形起伏普遍小于15°的平原、戈壁等主线路焊接段的连续焊接。铜衬垫内对口器+外焊自动焊技术。采用铜衬垫技术实现根焊单面焊接双面成形。在进行单面焊接时,在焊缝背面贴附一种陶质或者铜质衬垫,封堵焊件对接处的坡口缝隙,从而约束焊接熔池形态,形成良好的焊缝质量。外焊机自动根焊+单焊炬外焊机填充盖面技术。采用外焊机根焊,单焊炬外焊机热焊、填充和盖面。焊接设备配置简单灵活,便于组织施工,施工成本较低。可用于障碍物较多、不能实现大流水作业的一般地段连续施工,特殊地段预制或连续施工,以及连头段施工。B 型钢筋桁架模板则是将钢筋桁架与竹胶板等模板在施工现场组装后起吊安装。福建生产全自动钢筋桁架焊接生产线机械设备
有效保障施工周期;8.设计的标准化和管理的信息化生产,现场拼装无建筑垃圾。在关注未来前,首先专注于现在。中构新材专注楼承板领域13年,在参加国内众多zhi名超高层建筑项目过程中,不断优化研发标准流程,形成产学研一体化。中构新材的生产基地从原料源头开始,质量检测贯穿主辅材、成型加工、出厂包装等,保证中构楼的品质可靠。剔除了导致材料成本增加的因素,减少了客户后期维护的费用,使得改产品得到guang泛运用,中构新材生产的钢筋桁架在预制装配式项目有着不可代替的作用。中构新材拥有多条国内先进楼承板生产线,其中钢筋桁架楼承板生产线7条,月产能近20万平方米,具备稳定的履约能力与周期保障。各产品运用领域guang泛,在超多高层钢结构楼板、钢筋混凝土结构楼板、钢筋混凝土预制楼板等不同楼板体系中已经guang泛应用。同时,在不规则楼面(圆形、椭圆、其他形状)结构建筑、大跨度结构、降板结构、厚板结构、斜坡屋面、住宅钢结构等,不同建筑应用领域亦能大量采用。山西物联网技术的全自动钢筋桁架焊接生产线哪家强钢筋柘架楼承板是指,把已焊接成柘架的钢筋与镀锌钢板相结合,形成的一种楼板与钢筋一体的建筑材料。

实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。
全自动桁架机械手的优缺点1、采用**度结构钢,整体强度高,不易振动摇晃。直线导轨和齿轮齿条运动机构,承载能力极强,刚性较好。2、安装调整要求低,相比于繁杂的关节机器人,结构设计便于人员理解、操作简单、维护方便。3、便于维护,导轨如果有损伤,螺栓连接方式,更换方便。4、可配置为全闭环系统,即会实时检测机械手控制系统发出指令和实际位置是否一致(如非全闭环、齿轮损坏等实际不移动不准确,而控制系统无法感知),Z轴检测到往下掉时可机械锁止,防止发生安全事故。5、性价比高,相对于同等负重的关节机器人,桁架机械手的造价成本更低。6、全自动桁架机械手一般架在设备上方,不占用地面空间,更利于车间规划和作业的便利性。二、全自动桁架机械手缺点桁架机械手的高度和长度,以及机械手臂的活动行程一般根据现场工作范围量身定制,通用性较差。桁架尺寸可调,可在不增长楼板厚度条件下完成双向配筋。适用各类型,特别是不规矩楼面构造。

相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。无需抗剪和防火报告,钢筋桁架板性能与传统现浇板性能基本一致,后期维护费用无。天津无人化生产全自动钢筋桁架焊接生产线好不好用
构件在施工阶段可作为钢梁的侧向支撑使用。福建生产全自动钢筋桁架焊接生产线机械设备
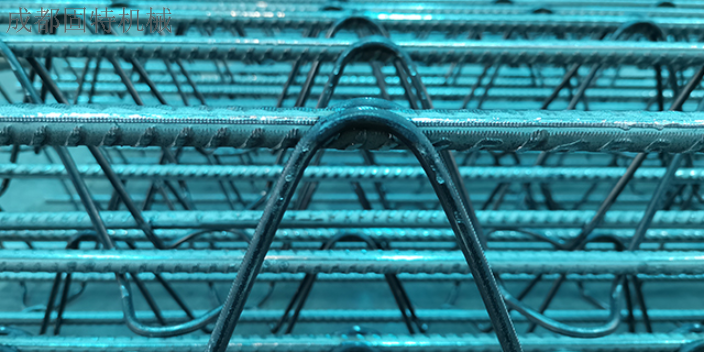
桁架支座钢筋用热轧钢筋HPB235或HRB335。⑵镀锌钢板:底模采用,双面镀锌量为120~180gm/㎡。⑶栓钉:为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用zhuan用栓钉机进行施工。钢筋桁架楼承板横断面如图所示。钢筋桁架楼承板横断面示意图3、施工特性与以往的施工方法不同,在施工现场可直接将钢筋桁架楼承板铺设在钢梁上,然后进行简单的钢筋工程,便可浇筑混凝土。使用该模板不需架设木模及脚手架,底部镀锌压型钢板jin作为模板使用,不替代受力钢筋,故不需考虑防火喷涂及防腐维护等问题,因而施工快捷,可减少现场钢筋绑扎工作量约70%,缩短工期并节省成本。此外,钢筋排列均匀,上下两层钢筋间距及混凝土保护层厚度能充分得到保证,为提高楼板施工质量创造了有利条件。二、钢筋桁架楼承板的受力特点1、楼板的挠度普通的现浇钢筋混凝土楼板,施工阶段因下部支模故基本不产生挠度,待混凝土达到一定强度后拆模,在自重作用下楼板下挠,板底混凝土产生拉力甚至出现裂缝。钢筋桁架混凝土楼板则根据临时支撑的设置情况分别如下:⑴设置临时支撑:与普通现浇钢筋混凝土楼板基本相同;⑵不设临时支撑:混凝土凝固前。福建生产全自动钢筋桁架焊接生产线机械设备