- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
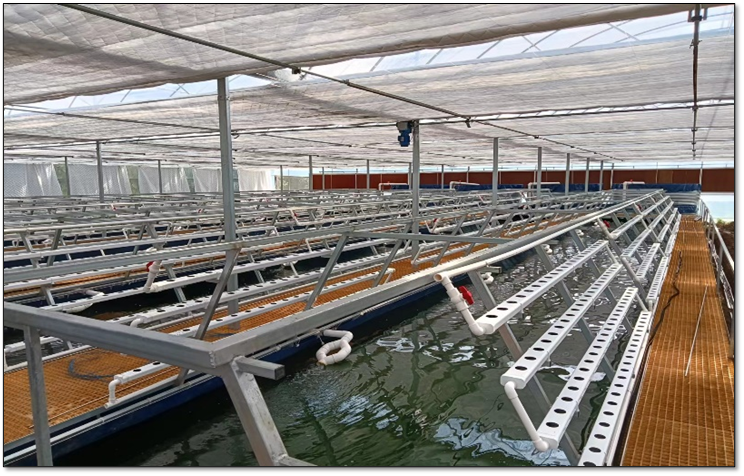
在工厂化循环水养虾系统中,养虾池的水经过微滤机、蛋白质分离器、生化处理池、紫外线杀菌、泵池充氧后又流回养虾池。水体中的无机物、有机物以及氨氮等有害物质经过物理、化学、生物的处理得以循环利用,实现对虾的高产、高质量、可持续养殖。随着各地减抗、限制尾水排放以及对地下水取用的限制等政策的实施,水产养殖行业更加关注可持续养殖。工厂化循环水养殖技术具有设施化、机械化水平高,节能环保、养殖高效等优点,格外受到重视。作为海鲜陆养的典型表示,工厂化循环水养殖南美白对虾具有巨大的发展前景。发展休闲渔业,提高工厂化养殖的休闲价值。北京工厂化水产养殖系统

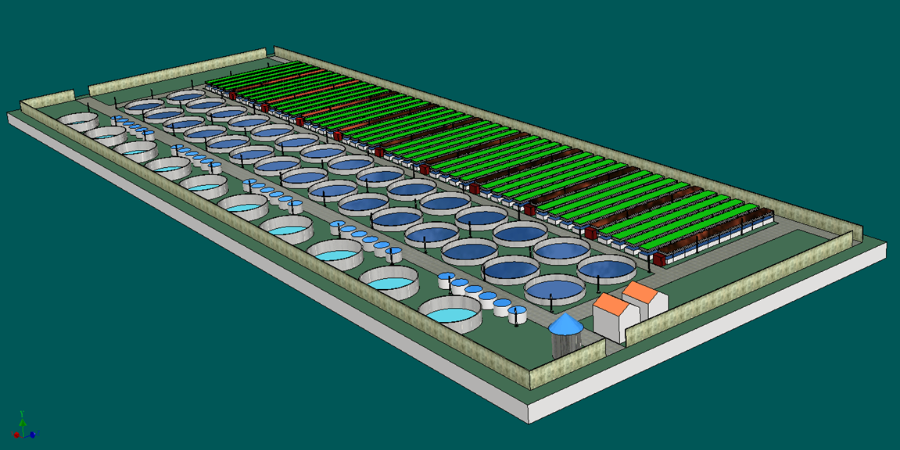
国内外循环水养殖技术得到进一步发展,工艺设备不断优化,逐步采用了纳米材料技术、生物膜快速培养技术、厌氧反硝化技术、自动投饵和自动化控制技术等现代化科学技术成果。我国渔业科技工作者坚持自主研发中国的特色的工厂化循环水养殖工艺模式。通过不断对工艺设备更新换代和配套集成,进一步提高了自动化程度和集约化程度,强化了生物安保和动物福利,养殖水循环利用率达到95%以上,循环水养殖配合生态综合尾水净化技术,实现了无废物生产和“零排放”。福建微生物工厂化水产养殖流程案例显示,工厂化养殖在石斑鱼、鲈鱼等名贵鱼类的养殖上取得了明显成果。

“目前水产进入低毛利时代,从长远角度来看,工厂化养虾很有发展前景。”青岛海兴智能装备有限公司总经理杨涛表示,工厂化养虾模式具有可控性强、智能化程度高、人工成本低及可复制推广等特点,集中“智能化系统+少量养殖人员+专业人士”的精确养殖模式,有助于养殖品牌化及养虾绿色环保标准的建立,能够提升对虾产量,经济回报更稳定。在杨涛看来,虾价受到气候、病害、供求关系、进出口政策的综合影响。在各种利好消息刺激下,南美白对虾的价格依旧低迷,水产行业已进入低毛利时代。如何“降本增效”,成为行业的新需求。
水质管理:水质是影响石斑鱼生长和发病率的关键因素。养殖场所选择后,必须持续监测和管理水质。优良的水质应当清新透明,海水盐度稳定在25‰至32‰之间,pH值在7至9之间,这是石斑鱼生长的较佳环境。在暴雨季节,海水的盐度可能下降,因此需要采取措施,确保盐度不低于16‰,以免影响石斑鱼的生长。石斑鱼对盐度变化较为敏感,适宜的盐度应在21‰以上,低盐度会导致鱼类应激反应,从而影响其健康。苗种培育:苗种的选择和培育是石斑鱼养殖成功的基础。优良的苗种应该具有强健的活力,鱼体较长且完整,体色偏黑,表示其健康状况良好。在苗种培育过程中,需要特别注意营养的强化,确保其摄取足够的营养,以促进生长并提高成活率。为降低次苗、残苗的比例,培育期间应保持适宜的水质和充足的氧气供应,避免疾病的发生,定期筛选和淘汰弱苗,以保证后续养殖的苗种质量。工厂化养殖要关注环境保护,实现产业发展与生态保护的共赢。

石斑鱼的养殖的技术要点,石斑鱼养殖需要严格的水质管理、饵料管理、病害防控和循环水系统维护。水质管理至关重要,养殖用水需保持在20-28℃,盐度15-30‰,pH值7.8-8.3,溶解氧≥5mg/L,氨氮≤0.2mg/L。同时,饵料管理也不可忽视,需要根据石斑鱼不同生长阶段提供适宜的饵料,确保营养均衡。在病害防控方面,通过臭氧和紫外线杀菌、益生菌培养等手段,可以有效预防鱼类疾病。此外,还需定期清洁和维护循环水系统,确保水质处理设备的正常运行,防止水质恶化。养殖技术创新,为解决全球渔业资源短缺问题提供了一种可能。福建微生物工厂化水产养殖流程
工厂化养殖为渔业扶贫提供了有力支持。北京工厂化水产养殖系统
被忽视的----饲料不适合,当前的水产饲料已经是大宗商品,工业化很彻底,虽然也有很多细分,但饲料的设计思路还是以“宽水体”+“外环境”条件下的养殖动物的需求为主。工厂化条件下,鱼群(养殖动物)基本是高密度,应激反应快速而剧烈,环境与养殖动物之间的互动变化更是纷繁复杂----投放常规的饲料必然存在“难以有效消化”的现实困境。工厂化养殖系统要想有所突破,饲料必须重新设计,必须在营养全方面且强化的基础上做到“更易消化”,否则养殖系统的水环境处理和养殖动物群体的稳定健康生长就无法兼顾。北京工厂化水产养殖系统

上海芾驰智能作为工厂化水产养殖供应商中的企业,自成立以来始终立足上海智慧岛数据产业园的产业基础,依托长三角农业硅谷的创新资源,充分发挥自身在智能制造行业信息化的丰富经验,基于工业互联网思维构建起高效、智能的智慧农业物联网产业服务平台,为工厂化水产养殖客户提供全方面的供应服务。公司不仅注重产品与技术的创新升级,还始终坚守生态养殖理念,结合崇明生态岛的生态优势,推出符合绿色农业发展要求的养殖供应方案,助力客户实现环保、高效、可持续的养殖模式。凭借多年的行业深耕与技术积累,公司获得了多项荣誉称号,成功在股权托管中心挂牌,用实力赢得了客户的认可与信赖,始终以成为农业科技产业化、数字化、智能化践行者为目...
- 广东微生物工厂化水产养殖基地 2026-05-04
- 云南高密度工厂化水产养殖产值 2026-05-04
- 广东工厂化水产养殖鱼池 2026-05-04
- 河南智能工厂化水产养殖供应商 2026-05-04
- 黑龙江工厂化水产养殖规划 2026-05-04
- 云南陆基工厂化水产养殖基地 2026-05-04
- 福建高密度工厂化水产养殖方案 2026-05-03
- 云南大型工厂化水产养殖流程 2026-05-03
- 浙江大棚内工厂化水产养殖池 2026-05-03
- 山西陆基工厂化水产养殖平台 2026-05-03




- 深圳陆基工厂化水产养殖过滤器 2026-05-03
- 山东智能工厂化水产养殖平台 2026-05-03
- 安徽工厂化水产养殖服务商 2026-05-03
- 陕西智能工厂化水产养殖服务商 2026-05-03
- 云南工厂化水产养殖 2026-05-03
- 上海高密度工厂化水产养殖方式 2026-05-03


- 重庆新型鱼菜共生养殖模式 05-04
- 广东微生物工厂化水产养殖基地 05-04
- 重庆鱼菜共生优势 05-04
- 云南高密度工厂化水产养殖产值 05-04
- 四川新型鱼菜共生系统 05-04
- 重庆小型鱼菜共生厂商 05-04
- 上海低碳鱼菜共生项目加盟 05-04
- 广东工厂化水产养殖鱼池 05-04
- 深圳小型鱼菜共生模式 05-04
- 深圳阳台鱼菜共生加盟费多少钱 05-04