- 品牌
- 光启激光
- 型号
- MOPA,紫外,皮秒,CO2
- 控制方式
- 数控
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流
- 产品别名
- 激光打标机 激光切割机
- 产地
- 江苏常州
- 厂家
- 光启激光
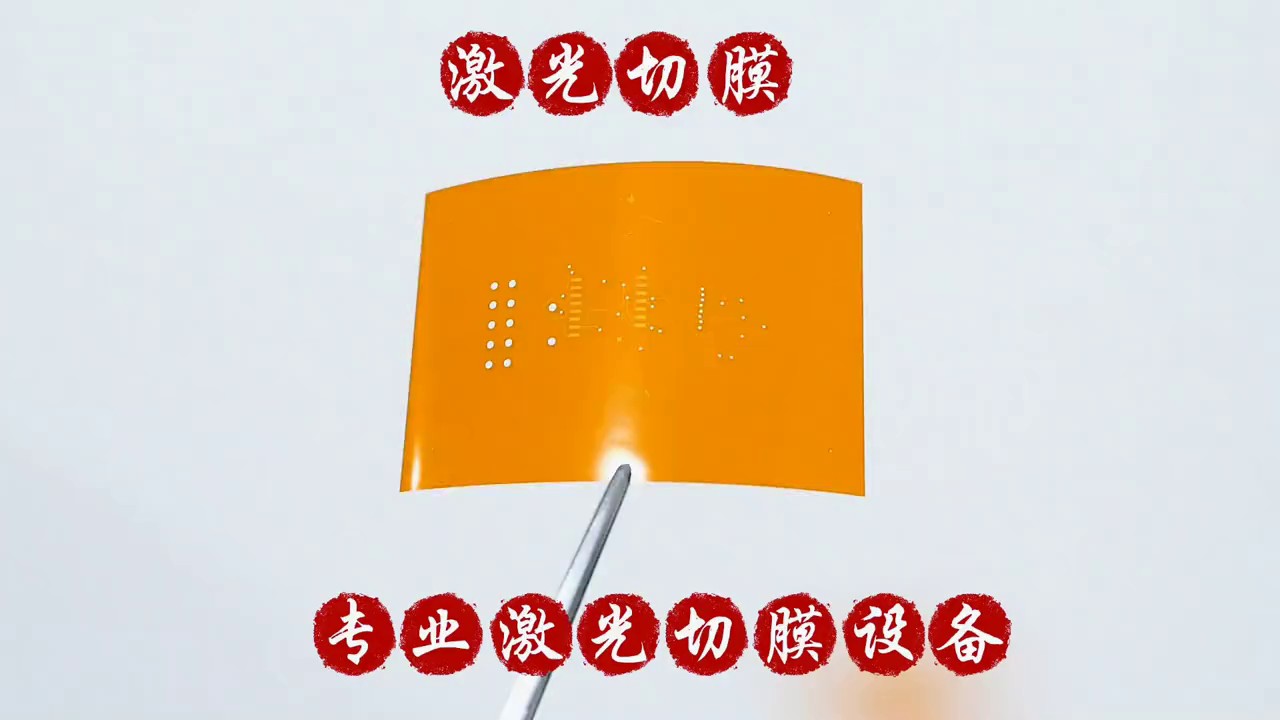
激光切割薄膜的原理激光切割薄膜是利用高能量密度的激光束照射薄膜材料,使其瞬间升温并汽化或熔化,从而实现切割的目的。激光束的聚焦性使得切割精度非常高,可以在薄膜上切割出各种复杂的形状。例如,在一些研究中,通过精确控制激光参数,可以在PET基复合材料薄膜上实现高质量的切割2。同时,不同类型的激光具有不同的特性,如飞秒激光可以在碳纳米管薄膜上进行高精度的微孔加工,通过控制波长、脉冲能量等参数,可以获得良好的切割质量。FPC覆盖膜激光切割 柔性薄膜 聚酰亚胺膜激光打孔微小孔加工。合肥紫外皮秒激光切膜打孔机薄金属激光开槽
激光切膜打孔机
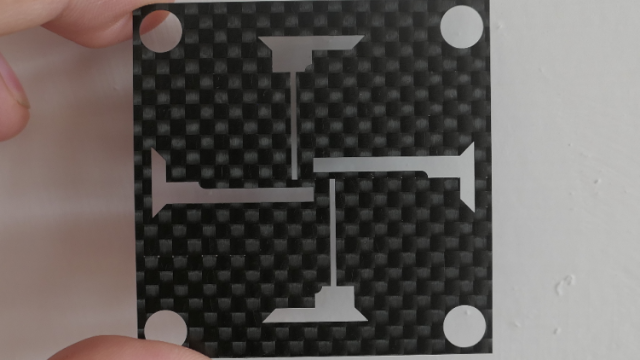
高精度微纳加工领域激光切割技术凭借其高精度、高可控性的特点,在未来的微纳加工领域有着广阔的应用前景。例如在电子器件制造中,随着电子产品不断向小型化、集成化发展,对微纳尺度的加工精度要求越来越高。激光切割可以实现对半导体材料、导电薄膜等的高精度切割,制作出纳米级的电路线条和微小的电子元件26。通过精确控制激光参数,可以将热影响区控制在极小范围内,避免对周围材料造成损伤,从而提高电子器件的性能和可靠性。在生物医学领域,激光切割技术可用于制造微型医疗器械和生物传感器。例如,可以在纳米尺度上切割生物相容性材料,制作出微型植入物、药物输送系统等。这些微型器械可以更精确地作用于人体组织,减少手术创伤和副作用29。同时,激光切割还可以用于制造生物传感器的微结构,提高传感器的灵敏度和检测精度。钟楼区附近紫外激光切膜打孔机薄膜切割切割加工绝缘PI膜 聚酰亚胺0.2mm膜 pet膜激光打孔打图形线条定制.

CO₂激光切膜机是一种专门用于薄膜切割的设备。它利用CO₂激光的高能量来实现对各种薄膜材料的精确切割。PET膜是一种常见的薄膜材料,具有良好的物理性能和化学稳定性。CO₂激光切膜机在切割PET膜时具有诸多优势。首先,激光切割是一种非接触式加工方式,不会对PET膜造成机械损伤,保证了膜的完整性和质量。其次,激光切割精度高,可以实现复杂形状的切割,满足不同客户的需求。再者,CO₂激光切膜机的切割速度快,**提高了生产效率。在薄膜切割领域,CO₂激光切膜机的应用非常***。它可以切割各种类型的薄膜,如塑料薄膜、金属薄膜等。对于不同厚度的薄膜,CO₂激光切膜机也能轻松应对,通过调整激光参数,可以实现比较好的切割效果。此外,激光切割还具有切口光滑、无毛刺、热影响区小等优点,使得切割后的薄膜边缘质量高,无需进行后续的处理。总之,CO₂激光切膜机为薄膜切割提供了一种高效、精确、可靠的解决方案。
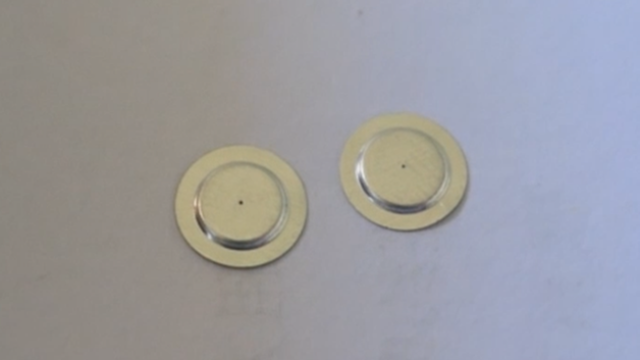
紫外纳秒激光适用于对精度要求极高的薄膜切割。它能在不损伤材料的前提下,实现细微之处的精细切割。对于超薄金属,MOPA 激光可根据需求调整参数,进行不同形状的打孔,为创意设计提供更多可能。激光切膜和打孔技术为薄膜和超薄金属带来了全新的加工方式。皮秒飞秒激光的高能量密度,能瞬间完成打孔,精度可达微米级别。CO2 激光则在大面积薄膜切割中具有优势,效率高且成本低。薄膜的激光切膜可以实现复杂的图案切割,紫外纳秒激光的精细控制,使得薄膜在电子产品、包装等领域发挥更大作用。而超薄金属的激光打孔,如 MOPA 激光,可满足航空航天等**领域对精度的严格要求。皮秒激光切割机 紫外皮秒切割 FPC自动双工位覆盖膜切割。
紫外皮秒激光切割机不仅可以切割传统的材料,还能高效处理各种新型材料。对于不同材质的音膜和振膜,如纸浆类、强化烯类、金属类等,紫外皮秒激光切割机都能实现高质量的切割。例如,在切割金属振膜时,紫外皮秒激光切割机能够在保证切割精度的同时,避免内阻尼小带来的频率响应曲线峰谷加大的问题。在柔性电路制造中,紫外皮秒激光切割音膜和振膜同样具有优势。它可以实现高精度切割,满足柔性电路对音膜和振膜的尺寸要求。同时,热影响小的特点可以避免对柔性电路中的其他元件造成损害。此外,紫外皮秒激光切割机的非接触式加工方式,不会对柔性电路产生机械应力,保证了产品的可靠性。CO2 激光在激光切膜工艺中应用广。金坛区CO2激光切膜打孔机薄膜狭缝
聚四氟乙烯薄膜激光切割 铁氟龙膜 尼龙膜片激光打孔异形尺寸加工。合肥紫外皮秒激光切膜打孔机薄金属激光开槽
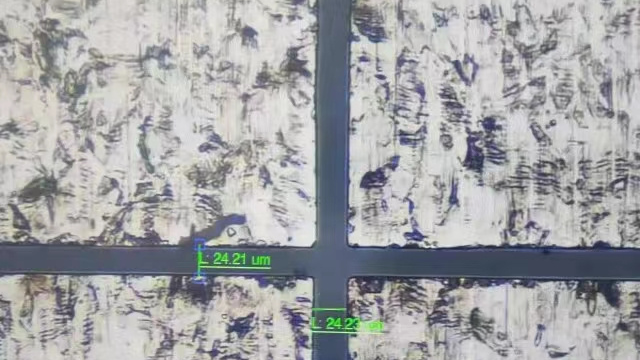
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。合肥紫外皮秒激光切膜打孔机薄金属激光开槽


- 青岛国内紫外激光切膜打孔机薄金属激光开槽 2024-11-24
- 新北区MOPA激光切膜打孔机超薄金属激光打孔 2024-11-23
- 张家港MOPA激光切膜打孔机石墨烯激光打孔 2024-11-23
- 河北CO2激光切膜打孔机薄金属切割 2024-11-23
- 杭州国产紫外激光切膜打孔机薄碳纤维打孔 2024-11-23
- 北京紫外皮秒激光切膜打孔机PET膜切割打孔 2024-11-23
- 苏州国产紫外激光切膜打孔机薄金属切割 2024-11-23
- 淮安紫外激光切膜打孔机PI膜切割打孔 2024-11-23