- 品牌
- 光启激光
- 型号
- MOPA,紫外,皮秒,CO2
- 控制方式
- 数控
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流
- 产品别名
- 激光打标机 激光切割机
- 产地
- 江苏常州
- 厂家
- 光启激光
皮秒激光切膜具有以下特点:首先,精度极高,能实现超精细切割,满足对膜材料的高要求。其次,速度快,可大幅提高生产效率。再者,热影响区极小,减少了对膜材料周边区域的损伤,确保膜的性能稳定。此外,皮秒激光切膜适应性强,可切割多种类型的膜材料。它还具有非接触式切割的优势,避免了传统切割方式可能造成的污染和损坏。操作简便,可通过计算机精确控制切割参数,保证切割质量的一致性。在电子、光学等领域,皮秒激光切膜技术有着广泛的应用前景。激光切膜选择合适的激光很关键,如紫外纳秒。济南本地紫外激光切膜打孔机PI膜切割打孔
激光切膜打孔机
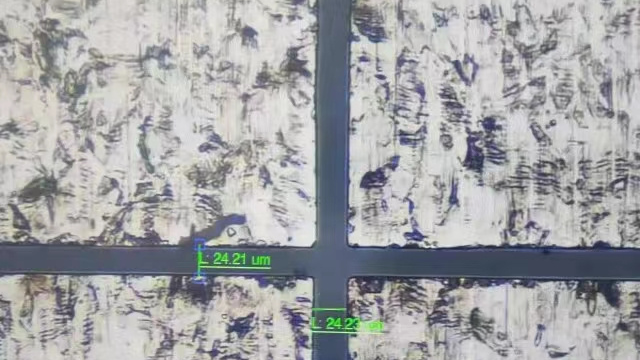
紫外皮秒激光切膜,激光打孔,开槽,狭缝加工,高精度,无变形,无焦边,无毛刺。切割速度与精度上,当前用在 PET 薄膜切割的激光器主要为纳秒级固体紫外激光器,波长一般为 355nm,材料吸收率更高,产生的热影响更小,实现更高的加工精度。例如武汉华工激光工程有限责任公司生产的型号为 LSP30 的紫外皮秒激光切割机,其**小线宽≤10μm,重复精度为 ±1μm,在切割 PET 膜时能满足精细加工需求。在应用优势上,PET 膜具有优良的耐热性、耐寒性、耐油性和耐化学药品性,可广泛应用于光电行业、电子产业、电线电缆行业、五金行业、印刷行业、塑料行业等。在经济效益上,如透明度好,雾度低,光泽度高,主要用于***真空镀铝产品,镀铝后呈镜面,包装装饰效果好,也可用于激光防伪基膜等。高光 BOPET 薄膜市场容量大,附加值高,经济效益明显。虎丘区CO2激光切膜打孔机PI膜开槽 狭缝PET薄膜狭缝切割无粘性PI膜激光打孔异形加工个性裁切来图定制。
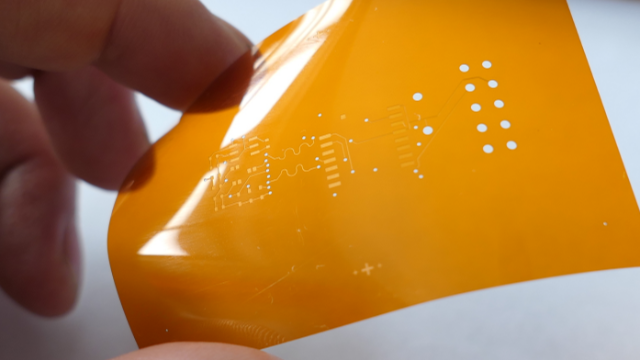
紫外激光,紫外皮秒切割PET膜,激光打孔,微孔加工,微细狭缝,划线,开槽,以 PET 膜为例,在电子设备制造中,对 PET 膜的切割精度要求极高。紫外皮秒激光切割机能够精确地切割出各种复杂形状的 PET 膜,其**小线宽可以达到几微米级别,使得 PET 膜在电子设备中的应用更加***。比如在手机屏幕保护膜的生产中,需要对 PET 膜进行精确切割,以确保保护膜与手机屏幕的完美贴合。紫外皮秒激光切割机的高精度切割能力,能够保证保护膜的边缘整齐,无毛刺,不会对手机屏幕造成任何损伤。
紫外激光,CO2激光,皮秒激光切膜,石墨烯膜,PET膜,PI膜激光切割,打孔,狭缝开槽加工,紫外激光在切膜加工中具有独特的优势。它的波长较短,能够产生极小的光斑,从而实现高精度的切割和打孔。对于 PET 膜和 PI 膜等材料,紫外激光可以在不损伤材料性能的前提下进行精细加工。此外,紫外激光的热影响区小,能够有效避免材料变形和烧焦等问题。在石墨烯膜的加工中,紫外激光也能发挥重要作用,可实现对石墨烯膜的精确切割和图案化加工,为石墨烯材料的应用提供了技术保障。PET麦拉片激光切割加工 实验室薄膜 小孔微孔加工 个性定制。

紫外皮秒激光切割 PET 膜具有***的优势。首先,在黑边方面,紫外激光切割 PET 有肉眼不可见的黑边,若不追求很高切割速度,也可以做到无黑边。如采用紫外皮秒激光切割机加工,能在速度与效果上取得较好的平衡。边缘平整度方面,紫外皮秒激光切割 PET 膜的边缘非常平整。相对于传统切割方式,不会出现毛刺杂边等情况。这是因为紫外皮秒激光的高单光子能量使材料快速气化蒸发,热作用微乎其微,加工精度高。例如,纳飞光电研发设计的 355nm 紫外纳秒激光器切割 PET 膜时,光束质量高(M²<1.2),聚焦的光斑直径可以达到微米量级,容易获得更高的峰值功率,从而实现更窄的切缝,切断面不会产生褶皱卷边。PET膜 PDMS微流控 PEEK膜飞秒皮秒激光划槽切割打孔加工。张家港红外皮秒激光切膜打孔机薄膜狭缝
聚酰亚胺薄膜激光模切绝缘胶带狭缝切割PVC膜精密打孔微小孔加工。济南本地紫外激光切膜打孔机PI膜切割打孔
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。济南本地紫外激光切膜打孔机PI膜切割打孔

- 江西红外皮秒激光切膜打孔机薄膜狭缝 2024-11-24
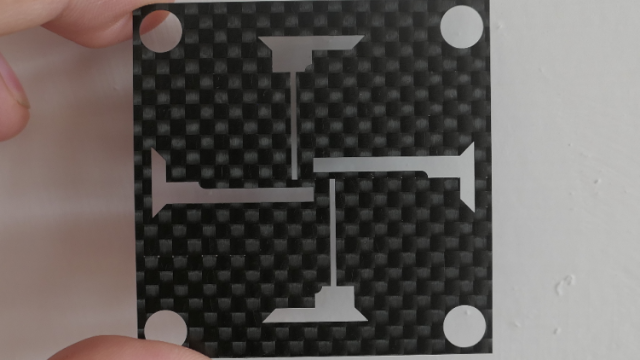
- 溧阳CO2激光切膜打孔机薄碳纤维打孔 2024-11-24
- 天津MOPA激光切膜打孔机玻璃蓝宝石激光打孔 2024-11-24
- 浙江绿光激光切膜打孔机薄金属激光打孔 2024-11-24
- 南昌CO2激光切膜打孔机激光打孔 2024-11-24
- 钟楼区国产紫外激光切膜打孔机石墨烯激光打孔 2024-11-24
- 南昌国内紫外激光切膜打孔机薄金属激光打孔 2024-11-24
- 天宁区光纤激光切膜打孔机PI膜切割打孔 2024-11-24