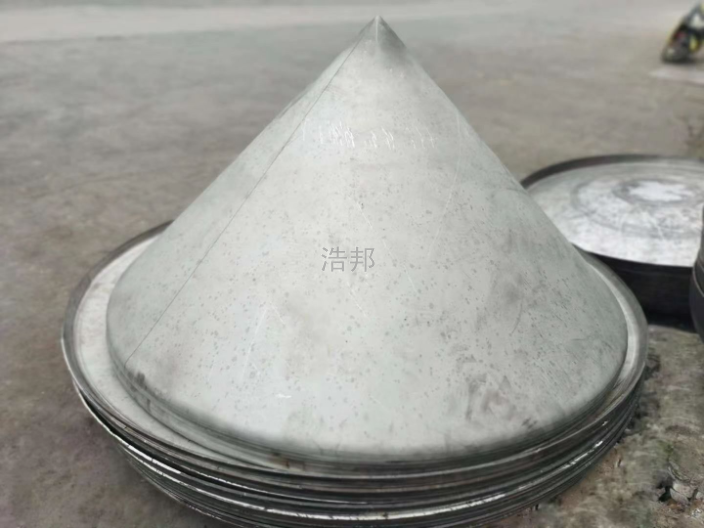
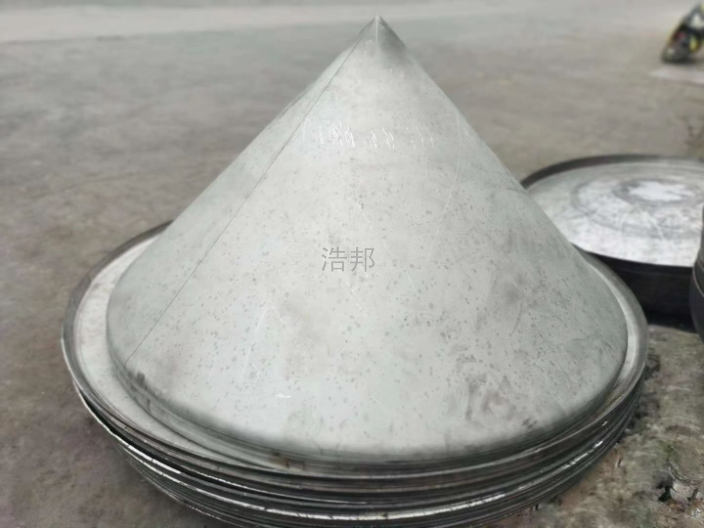
锥形封头的工艺:锥形封头的材质以及生产工艺锥形封头是壳体表面为锥面的封头。特点是可使介质通过时均匀改变速度,便于卸净粘稠液体和含固体颗粒物料。应用于电子、化工、医药、轻纺、食品、机械、建筑、核电、航空航天等行业。锥形封头的材质也有很多种,比较常见的有不锈钢、碳钢、及合金钢等。锥形封头具体的生产工艺是进料、理化、下料、热锻成型、热处理、检验、精加工、成品检验、标识、成品检验。使用锥形封头,因为它的形状是锥体,它的主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,所以需要加强。锥形封头使用在轻度密封的场合,为了适应生产的需要需要将封头进行一些加固,锥形封头的物理构造设计的和其余的封头有很大的差距,所以在运用的时候起底部会遭到很大的压强,不平均的压强势必会造成封头的不稳固,这就是封头要封进行加固的缘由。由于我厂产品品种繁多,样式丰富,规格齐全。网站产品无法做到一一展示,更多型号规格欢迎来电咨询,我们将竭诚为您服务。温州浩邦金属制品有限公司将会继续秉承价格合理客户至上的企业理念。温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,有想法可以来我司咨询!云南油罐锥形封头重量
锥形封头制造通用工艺规程1范围、拼板、焊接、成形、检验等的方法和要求。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。并与实物标志相符,且经本公司复验合格。4制造检验流程。如需拼接时,封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线,采用机械加工、等离子切割或氧乙炔焰气割等方法进行下料和切割坡口,切割后必须去净割瘤、飞溅、毛刺及氧化层,并用砂轮打磨呈金属光泽,坡口表面不得有裂纹、分层、夹渣等缺陷。广东气罐锥形封头标准温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,欢迎新老客户来电!

折边锥形封头的成形折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,用设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1.整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。无折边锥形封头成型方便,价格相对便宜,折边处的局部应力水平大,折边锥形封头成型复杂,是一个双曲率的成型,价格相对比较贵,因为折边后的焊接是直边的对接,在折边处应力分布相对比较好,应力水平低无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。《设计规定》对无折边锥形封头作了如下限制:无折边锥形封头只适用于锥体半顶角α≤30°的情况;当α30°时则须采用折边锥体的型式,否则用应力分析方法进行计算。
锥形封头的参数及应用领域:应用于许多化工设备(如蒸发器,喷雾干燥器,结晶器及沉降器等)的底盖,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。2.锥体小端锥体小端与圆筒连接时,小端锥壁厚设计:以p/([s]tj)与半顶角a的值,查确定锥壳小端连接处的加强图,锥壳小端连接处的Q值图当其交点位于曲线之上方时,不必局部加强。计算壁厚d的计算同大端。当其交点位于图中曲线下方时,则需要局部加强。其计算壁厚的公式为式中Dis-锥体小端内直径,mm;Q-应力增值系数,由确定锥壳小端连接处的Q值图查出。在任何情况下,加强段的厚度不得小于相连接的锥壳厚度。锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。3.无折边锥壳的厚度当无折边锥壳的大端或小端,或大、下端同时具有加强段时,应分别按式(4-32)、(4-33)、(4-34)分别确定锥壳各部分厚度。若整个锥形封头采用同一厚度时,应取上述各部分厚度中的大值作为封头的厚度。㈡折边锥形封头或锥形筒体采用带折边锥体作封头或变径段可以降低转角处的应力集中。根据半顶角的大小,分为三种情况:当锥体大端的半顶角a>30°时,应采用带过渡段的折边结构。抛光锥形封头设备,就选温州浩邦金属制品有限公司,有需求可以来电咨询!

制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。抛光锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,有想法可以来我司咨询!海南管子锥形封头生产厂家
温州浩邦金属制品有限公司致力于提供抛光锥形封头设备,竭诚为您设备。云南油罐锥形封头重量
封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。云南油罐锥形封头重量