- 品牌
- 光启激光
- 型号
- MOPA,紫外,皮秒,CO2
- 控制方式
- 数控
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流
- 产品别名
- 激光打标机 激光切割机
- 产地
- 江苏常州
- 厂家
- 光启激光
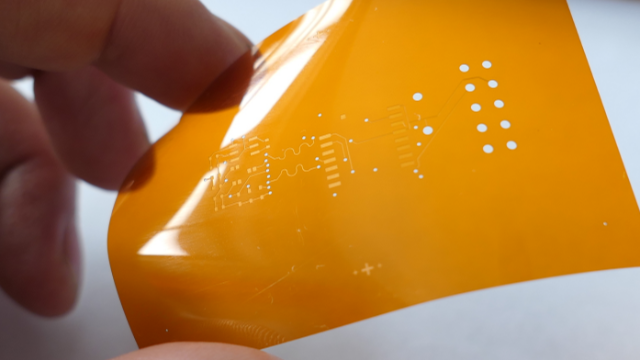
紫外皮秒激光切膜,激光打孔,开槽,狭缝加工,高精度,无变形,无焦边,无毛刺。切割速度与精度上,当前用在 PET 薄膜切割的激光器主要为纳秒级固体紫外激光器,波长一般为 355nm,材料吸收率更高,产生的热影响更小,实现更高的加工精度。例如武汉华工激光工程有限责任公司生产的型号为 LSP30 的紫外皮秒激光切割机,其**小线宽≤10μm,重复精度为 ±1μm,在切割 PET 膜时能满足精细加工需求。在应用优势上,PET 膜具有优良的耐热性、耐寒性、耐油性和耐化学药品性,可广泛应用于光电行业、电子产业、电线电缆行业、五金行业、印刷行业、塑料行业等。在经济效益上,如透明度好,雾度低,光泽度高,主要用于***真空镀铝产品,镀铝后呈镜面,包装装饰效果好,也可用于激光防伪基膜等。高光 BOPET 薄膜市场容量大,附加值高,经济效益明显。隔热薄膜激光切割PET膜 PI膜个性裁切打孔异形图案加工。淮安紫外皮秒激光切膜打孔机薄膜划线
激光切膜打孔机
紫外皮秒激光切割机不仅可以切割传统的材料,还能高效处理各种新型材料。对于不同材质的音膜和振膜,如纸浆类、强化烯类、金属类等,紫外皮秒激光切割机都能实现高质量的切割。例如,在切割金属振膜时,紫外皮秒激光切割机能够在保证切割精度的同时,避免内阻尼小带来的频率响应曲线峰谷加大的问题。在柔性电路制造中,紫外皮秒激光切割音膜和振膜同样具有优势。它可以实现高精度切割,满足柔性电路对音膜和振膜的尺寸要求。同时,热影响小的特点可以避免对柔性电路中的其他元件造成损害。此外,紫外皮秒激光切割机的非接触式加工方式,不会对柔性电路产生机械应力,保证了产品的可靠性。济南本地紫外激光切膜打孔机薄膜打孔超薄pet膜激光切割pi膜激光打孔聚酰亚胺薄膜精密加工。
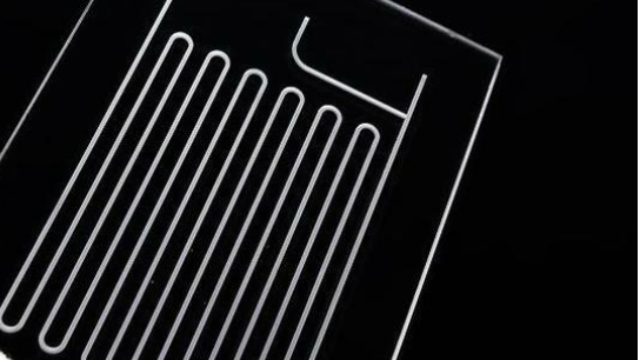
激光切膜机,可以根据材料成份的不同,厚度的不用,工艺要求精度的不同,来选择激光器光源,常用的激光切膜激光器有:紫外激光器,CO2激光器,皮秒激光器。其中,紫外激光器在激光切膜中表现出色。其短波长能聚焦为极小光斑,实现高精度切割。对各种薄膜材料,如塑料薄膜、光学薄膜等,切割边缘整齐光滑,无毛刺和碳化现象。紫外激光切膜热影响区极小,避免对材料造成热损伤,保持薄膜性能稳定。同时,可根据需求进行复杂形状切割,灵活度高。它还具有速度快、效率高的优势,能满足大规模生产需求。此外,紫外激光器结构紧凑,易于集成到自动化生产线中,为薄膜加工行业带来高效、精细的解决方案。
激光切膜,紫外,皮秒,CO2激光切割,切膜,PVC(聚氯乙烯):优点:良好的透明度和加工性,可以通过添加不同的助剂来调整其性能,如柔软度、硬度等。价格相对便宜,***用于包装和农业领域,如塑料薄膜大棚。缺点:环保性较差,含有有害物质,在高温下可能会释放有毒气体。对环境有一定的污染风险,其应用范围受到越来越多的限制。ABS(丙烯腈 - 丁二烯 - 苯乙烯共聚物):优点:具有良好的机械性能,强度高、韧性好、耐冲击。在建筑材料中,如隔音墙和建筑玻璃,能起到有效的隔音和防护作用。缺点:耐候性相对较差,在紫外线照射下容易老化变色。加工过程中需要注意控制温度和压力,以免影响产品质量。紫外激光切割机 UV冷光加工 用于PI/PET/PP电磁防爆膜切割。

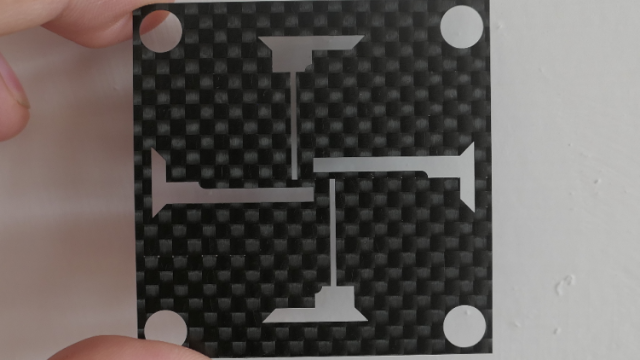
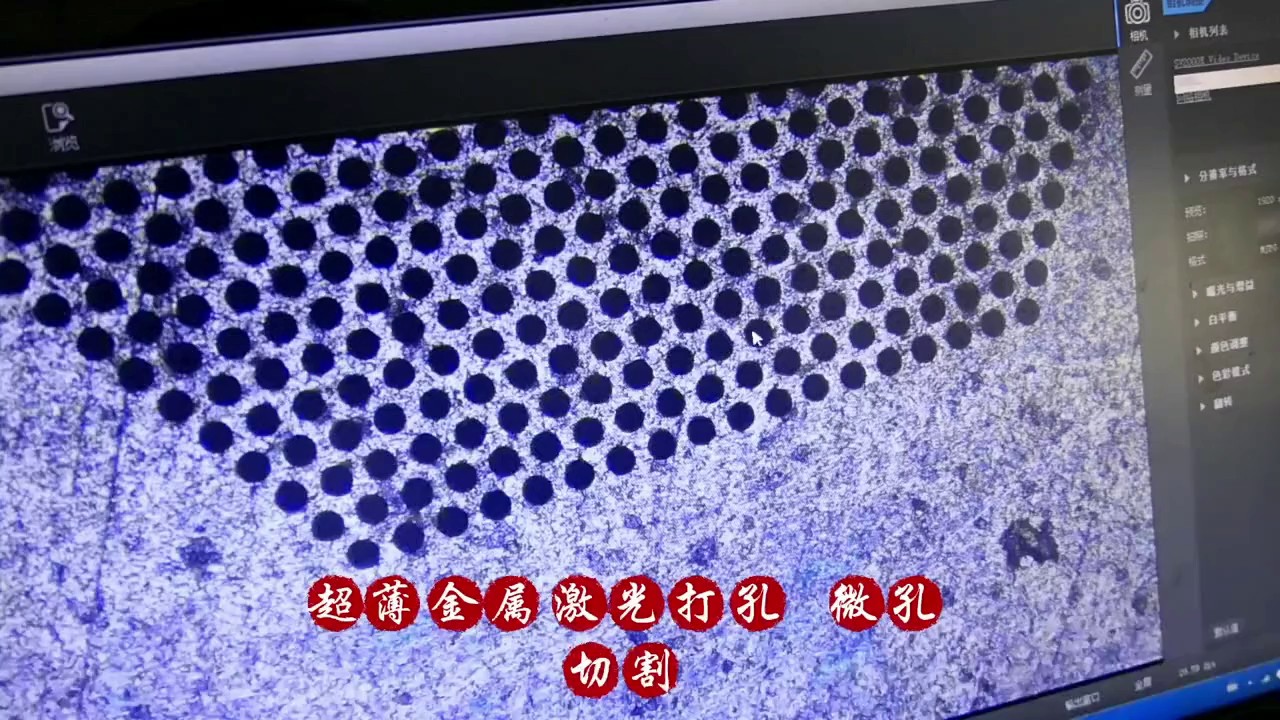
薄膜和超薄金属在现代工业中应用***。而激光切膜和激光打孔技术,凭借紫外纳秒、皮秒飞秒激光等,能对不同材料进行高精度加工。无论是精细的电子元件薄膜,还是超薄金属配件,都能实现精细切割和打孔,满足各种复杂工艺需求。CO2 激光在薄膜加工方面表现出色,可快速、高效地完成切膜任务。对于不同厚度的薄膜,能够调整参数实现不同精度的切割,确保边缘整齐,无毛边。而在超薄金属加工中,皮秒飞秒激光则以其超短脉冲,实现高精度打孔,为**制造业提供有力支持。激光切膜可借助紫外纳秒激光提升品质。盐城绿光激光切膜打孔机薄膜切割
皮秒飞秒激光切膜加工 pet膜 pi膜耐高温薄膜激光切割精密打孔.淮安紫外皮秒激光切膜打孔机薄膜划线
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。淮安紫外皮秒激光切膜打孔机薄膜划线

- 常熟紫外激光切膜打孔机薄金属激光打孔 2024-11-28
- 南京MOPA激光切膜打孔机薄金属激光开槽 2024-11-28
- 苏州本地紫外激光切膜打孔机石墨烯激光打孔 2024-11-28
- 扬州红外皮秒激光切膜打孔机激光打孔 2024-11-28
- 江苏绿光激光切膜打孔机薄金属激光开槽 2024-11-27
- 太仓CO2激光切膜打孔机石墨烯激光打孔 2024-11-27
- 扬州紫外激光切膜打孔机玻璃蓝宝石激光打孔 2024-11-27
- 济南附近紫外激光切膜打孔机薄碳纤维打孔 2024-11-27