- 品牌
- 上海蚬华精密模具有限公司
- 型号
- 齐全
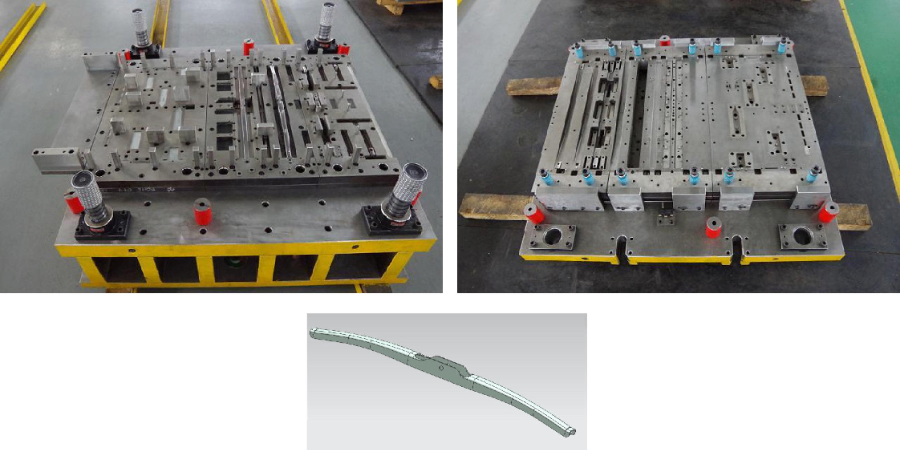
模具的制造工艺包括设计、加工、装配和调试等多个环节。在设计阶段,需要根据产品的形状、尺寸和精度要求确定模具的结构和工艺参数;在加工阶段,需要采用高精度的机床和工具进行加工和热处理;在装配阶段,需要确保各部件之间的配合精度和装配质量;在调试阶段,则需要通过试模和修模等过程不断优化模具的性能和稳定性。模具的维护与保养对于延长模具的使用寿命和提高生产效率具有重要意义。在使用过程中,需要定期检查模具的磨损情况、紧固件的松动情况以及润滑系统的工作状态等;在停机期间,则需要对模具进行彻底的清洁、防锈和润滑处理。高质量的模具可以有效提高生产效率。浙江冲孔模具在线询价

冲压模具的设计与制造是一个复杂的过程,包括产品分析、模具设计、材料选择、加工制造、调试修正等多个环节。首先,根据产品图纸进行模具设计,确定模具结构、尺寸和公差要求;然后,根据设计图纸进行模具各部件的加工制造;之后,进行模具组装、调试和试模,确保模具能够生产出符合要求的零件。冲压工艺根据变形方式的不同,可分为冲裁、弯曲、拉深、成形等多种类型。冲裁是使材料按预定轮廓分离的冲压工序;弯曲则是使材料产生塑性变形,形成一定角度和形状的冲压工序;拉深则是将平板材料拉入凹模,形成空心零件的冲压工序;成形则包括翻边、胀形、缩口等多种复杂变形方式。成都通用模具批发模具的维护和保养是非常重要的,可以延长其使用寿命。
成形模是将毛坯或半成品工件按凸、凹模的形状直接复制成形,而材料本身只产生局部塑性变形的模具。它包括胀形模、缩口模、扩口模、起伏成形模、翻边模和整形模等多种类型。成形模的设计需要根据工件的形状和尺寸要求选择合适的模具结构和工艺参数,以实现高效、高精度的生产。复合模是在一个工位上同时完成两道或两道以上冲压工序的模具。它具有生产效率高、占地面积小、制造成本低等优点。复合模的设计需要考虑各道工序之间的协调和配合关系,以确保模具的稳定性和可靠性。同时,复合模的制造精度和装配精度也要求较高,以保证冲压件的质量和一致性。
冲裁间隙是指冲裁的凸模与凹模刃口部分的尺寸之差。合适的冲裁间隙对制品的断面质量、冲裁力和模具寿命有重要影响。间隙过小可能导致断面质量高但易产生二次剪切现象;间隙过大则会导致断面塌角大、毛刺多,但冲裁力小、模具磨损小。模具材料的选择直接影响模具的使用寿命和制品的质量。常用的模具材料包括优良合金钢、硬质合金等,这些材料具有强度高、高耐磨性和良好的热稳定性。模具材料的选用需根据具体工艺要求和使用环境来确定。模具的精密加工是确保制品精度的关键。模具加工中常采用铣、镗、钻、铰和攻螺纹等多种工序,以确保模具的型腔面、导向面等部位的精度和表面粗糙度达到要求。此外,模具的热处理也是不可忽视的重要环节。模具的定位系统必须准确,以保证产品的组装。

压铸模具通过高压将熔融的金属注入模具型腔中,冷却后形成所需产品。压铸成型过程需要严格控制温度、压力和时间等参数,以确保产品的质量和性能。压铸模具具有生产效率高、产品致密性好和尺寸精度高等优点,特别适用于生产复杂形状的金属零件。模具的维护与保养对于延长模具寿命和提高生产效率至关重要。定期对模具进行清理、润滑和检查是基本的维护措施。此外,还需要根据模具的使用情况制定针对性的保养计划,如更换磨损部件、调整模具间隙等。良好的维护与保养策略可以明显降低模具的故障率和维修成本。模具的维护和保养需要专业的技术人员来完成。浙江冲孔模具在线询价
模具的可替换性设计可以方便其更换和升级。浙江冲孔模具在线询价
模具间隙是冲压模具中一个至关重要的参数,它直接影响零件的精度、表面质量和模具的使用寿命。间隙过大或过小都会导致零件尺寸不稳定、表面划伤或模具磨损加剧。因此,在模具设计和制造过程中,需要严格控制间隙的大小和均匀性。冲压速度是指冲床滑块每分钟的行程次数,它对冲压过程有着明显的影响。适当的冲压速度可以提高生产效率,减少材料流动阻力,有利于零件的成形。但过高的冲压速度可能会增加模具的振动和磨损,甚至导致零件破裂或模具损坏。因此,在选择冲压速度时,需要综合考虑材料性能、模具结构和生产要求等因素。浙江冲孔模具在线询价
冲压模具是冷冲压工艺中的关键工具,其基本原理在于利用压力机产生的压力,通过模具的凸模和凹模对金属板材施加压力,使其发生塑性变形或分离,从而得到所需形状和尺寸的零件。这种加工方式具有高效、准确、可重复性强等优点,普遍应用于汽车、电子、家电等行业。冲压模具通常由凸模(冲头)、凹模(凹模座)、卸料板、导向装置、固定板等部分组成。凸模和凹模是模具的关键部件,它们的形状和尺寸直接决定了冲压件的形状和尺寸。卸料板用于在冲压完成后将零件从模具中推出,导向装置则确保凸模和凹模在冲压过程中的准确对合。固定板则用于将模具固定在压力机上。模具的耐用性是评价其质量的重要指标。浙江吸塑模具制造模具是工业生产中不可或缺的...
- 四川冲孔模具厂家直销 2024-11-23
- 河北塑胶模具品牌排名 2024-11-23
- 北京快速模具量身定制 2024-11-23
- 河北冲压模具市场报价 2024-11-22
- 杭州汽车模具制造 2024-11-22
- 深圳精密模具供货商 2024-11-22
- 江苏吹塑模具货源充足 2024-11-22
- 苏州真空模具去哪买 2024-11-22
- 安徽吹塑模具品牌排行榜 2024-11-22
- 郑州快速模具加工 2024-11-21



- 衢州小型金属零件制造厂家供应 11-23
- 山东金属件制造厂家供应 11-23
- 北京快速模具量身定制 11-23
- 江苏金属件制造怎么选 11-23
- 无锡金属结构件制造去哪买 11-22
- 镇江小型金属零件制造厂家 11-22
- 河北冲压模具市场报价 11-22
- 杭州汽车模具制造 11-22
- 深圳精密模具供货商 11-22
- 上海cnc金属零件制造厂家 11-22