- 品牌
- 光启激光
- 型号
- 紫外,光纤,CO2,MOPA,皮秒
- 尺寸
- 880*650*1400
- 重量
- 100KG
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
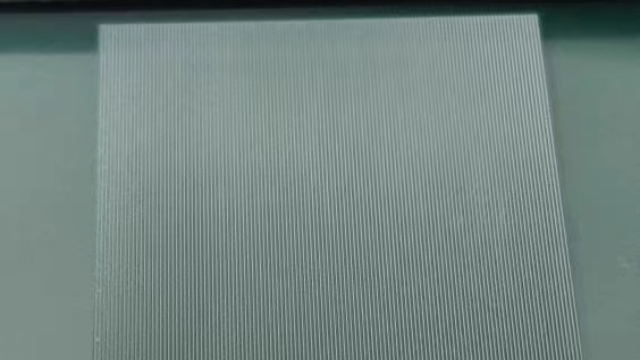
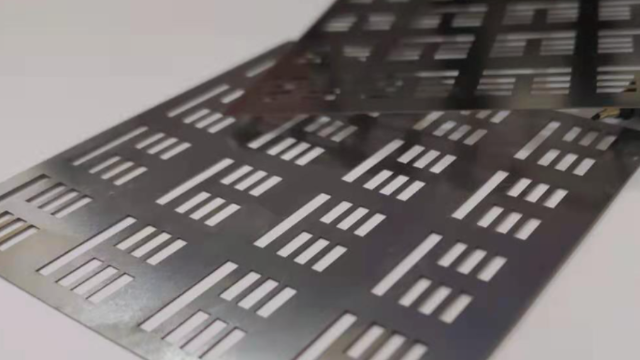
紫外激光打标机的应用领域***,主要包括以下方面:玻璃制品行业:玻璃器皿打标:可在玻璃器皿的表面进行打标,如酒杯、花瓶、玻璃工艺品等,标记出图案、文字、商标等信息,增加玻璃器皿的艺术价值和观赏性。紫外激光打标机能够在玻璃表面打出清晰、持久的标记,且不会对玻璃的强度和透明度产生影响。玻璃镜片打标:在光学玻璃镜片、眼镜镜片等的表面进行打标,标记出镜片的度数、品牌、生产厂家等信息,方便消费者选择和使用。工艺品行业:玉石雕刻:紫外激光打标机可以在玉石、翡翠等宝石材料上进行精细的雕刻,雕刻出各种图案、文字、符号等,如在玉石挂件、玉佩、玉摆件等工艺品上进行个性化的定制雕刻,满足消费者的不同需求。木雕工艺品打标:对于木质工艺品,如木雕摆件、木雕家具等,紫外激光打标机可以在木材表面进行打标,标记出图案、文字、花纹等,增加工艺品的艺术价值和观赏性。用紫外纳秒激光打标,图案鲜明。切膜整齐,打孔精密,质量优良。新北区附近紫外激光打标机激光切膜 激光打孔
激光打标机
紫外纳秒激光在蓝宝石材料加工中的表现采用355nm全固态紫外纳秒脉冲激光器对蓝宝石(Al₂O₃)进行打孔实验。实验结果表明,通孔边缘熔融物堆积形成的重凝区随着激光单脉冲能量的升高而减小,但是激光能量过高时,通孔附近出现沉积物,影响通孔的质量;通孔边缘的重凝区随着激光重复频率的降低而减小;通孔附近的沉积物随着激光扫描速度的降低而减少,但是速度过低时,激光脉冲的重叠率过高,导致高斯激光**孵化效应明显,且其能量不足以使材料气化,因此扫描速度过小时孔道边缘再次出现熔融物堆积形成的重凝区4。这显示了紫外纳秒激光的短脉冲特性在蓝宝石加工中,需要合理控制激光能量密度、重复频率和扫描速度等参数,以获得高质量的通孔。浙江紫外纳秒激光打标机精细文字雕刻凭借紫外纳秒激光打标,效果好。切膜干净,打孔准确,广泛应用.

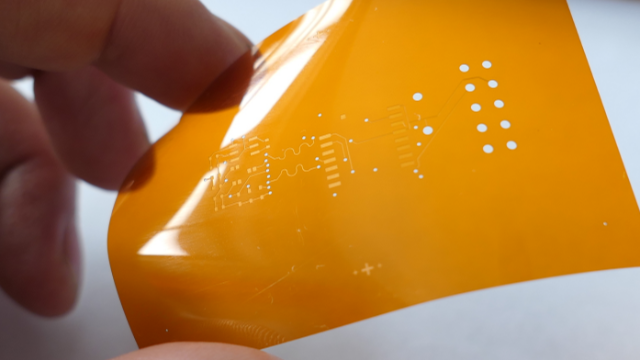
紫外纳秒激光在食品行业的应用:一、食品包装标识直接标记优势在食品包装领域,紫外纳秒激光可用于直接在包装材料上打标。例如,对于塑料包装(如PET、PP等),它能够清晰地标记食品的名称、品牌、保质期、营养成分等重要信息。与传统的油墨印刷相比,激光打标无需使用油墨,避免了油墨可能带来的污染风险,提高了食品包装的安全性。防伪标识紫外纳秒激光可以制作出复杂且难以复制的防伪标识。在食品包装上标记独特的图案、代码或微结构,这些标识可以通过特殊的检测设备或者智能手机应用进行验证。这有助于防止假冒伪劣食品进入市场,保护消费者权益和品牌声誉。二、食品加工过程中的应用对食品材料的加工在一些需要对食品表面进行处理的情况中,如在坚果的外壳上进行标记或者在水果表皮进行轻微标识(例如标记水果的产地、采摘日期等),紫外纳秒激光可以在不破坏食品内部结构的前提下完成打标。由于其低能量、高频率的特点,产生的热量极低,不会导致食品变质或损坏。加工设备标识在食品加工设备上,紫外纳秒激光用于标记设备的型号、编号、维护信息等。这有助于食品企业对设备进行管理和维护,保证食品加工过程的规范化和可追溯性。
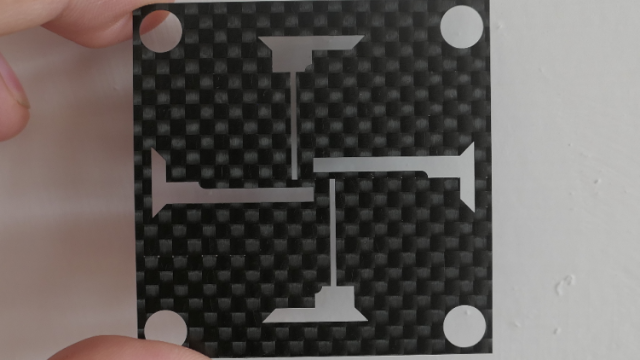
紫外纳秒激光具有以下特点:短脉冲特性:紫外纳秒激光的脉冲持续时间极短,在纳秒级别。这使得激光能量能够在极短时间内集中释放,可实现高精度的加工和处理14。例如在对蓝宝石进行打孔实验时,通过控制激光能量密度、重复频率和扫描速度等参数,可研究其对蓝宝石通孔质量的影响4。高能量密度:由于脉冲时间短,紫外纳秒激光具有较高的能量密度。在对材料进行加工时,能够迅速使材料气化或发生化学变化,实现高效的加工效果。良好的聚焦性:紫外光的波长较短,使得紫外纳秒激光具有良好的聚焦性,可以实现精细的加工和处理。例如在碳纤维复合材料通孔切割中,纳秒紫外激光可通过自上而下变焦点同心圆填充式扫描方法实现高质量切割,但会存在热影响区3。紫外纳秒激光打标,色彩斑斓。切膜平滑,打孔小巧,适应复杂环境。
紫外激光打标机属于激光打标机的一种,因此原理同激光打标机大同小异,都是激光束在各种不同的物质表面打上长久的标记。其反应机理通过光化学消融作用实现的,即依靠激光能量打断原子或分子间的键合,使其成为小分子气化、蒸发掉。聚焦光斑极小,且加工热影响区微乎其微,因此可以进行超精细打标、特殊材料打标。紫外激光打标机由于聚焦光斑极小,且受热加工热影响区小,不会产生热效应,不会产生材料烧焦问题;因此可实现特殊材料打标、超精细打标,是对打标效果有更高要求客户的优先。紫外激光打标机适用于加工的材质较为***,紫外激光打标机具有标记速度快、效率高、整机性能稳定、体积小、功耗低等优势。利用紫外纳秒激光打标,标识鲜明。切膜精细,打孔小巧,为制造业带来便利。常熟国产紫外激光打标机塑料件精细雕刻
依靠紫外纳秒激光,打标高效。切膜完美,打孔规整,提升企业实力。新北区附近紫外激光打标机激光切膜 激光打孔
紫外纳秒激光在金刚石材料加工中的表现通过模拟和实验研究了金膜对紫外纳秒激光加工单晶金刚石微槽的影响。模拟结果表明,烧蚀宽度和深度随着金膜厚度的增加而逐渐增大,当金膜厚度增加到100nm时,烧蚀深度达到最大值。表面形貌和元素分析表明,在紫外纳秒激光照射下,金膜首先熔化,然后在微槽周围重新凝固。镀金金刚石的烧蚀阈值为4.05J/cm²,比未镀金刚石小24%。在相同的激光强度下,镀金微槽的材料去除率始终高于未镀金刚石微槽。在激光强度为8.5J/cm²时,其材料去除率比未镀金刚石微槽高1.1倍13。这体现了紫外纳秒激光的短脉冲特性在金刚石加工中,能够与金膜辅助相结合,提高加工效率和质量。新北区附近紫外激光打标机激光切膜 激光打孔
- 工业园区国内紫外激光打标机塑料件精细雕刻 2024-11-20
- 常熟附近紫外激光打标机大幅面拼接打标 打孔 切膜 2024-11-20
- 上海本地紫外激光打标机塑料件透光雕刻 2024-11-20
- 相城区紫外纳秒激光打标机塑料件精细雕刻 2024-11-20
- 武进区紫外纳秒激光打标机曲面打标雕刻 2024-11-20
- 张家港附近紫外激光打标机精细文字雕刻 2024-11-19
- 江苏本地紫外激光打标机500mm大幅面 2024-11-19
- 钟楼区附近紫外激光打标机塑料件精细雕刻 2024-11-19