- 品牌
- 桐尔
- 型号
- JTX650
- 用途
- 去金搪锡/除金搪锡
- 产地
- 上海闵行区
- 厂家
- 上海桐尔
- 所适用芯片种类
- QFP、LQFP、RQFP、TOFP
图4是本发明搪锡装置施实例结构示意图。本发明目的的实现、功能特点及***将结合实施例,参照附图做进一步说明。具体实施方式下面结合具体实施例及附图对本发明的权利要求做进一步的详细说明,显然,所描述的实施例*是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提出所获得的所有其他实施例,也都属于本发明保护的范围。需要理解的是,在本发明的描述中,所有方向性指示的术语,如“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系基于附图所示的方位或位置关系或者是该发明产品使用时惯常摆放的方位或位置关系,*是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,不能理解为对本发明的限制。*用于解释在附图所示下各部件之产的相对位置关系,运动情况等,当该特定姿态发生改变时,则该方向性指示也可能随之改变。此外,本发明中序数词,如“***”、“第二”等描述*用于区分目的,而不能理解为指示或暗示其相对重要性或隐含指示所指示的技术特征的数量。搪锡机的锡膏制备方法通常包括以下步骤:熔化锡块:首先将锡块放入熔锡炉中熔化成液体状态。广东工业搪锡机代理商

VPH)下降将元件拾起。在元件引脚的各个面上涂覆助焊剂。然后进行一定的预热,使助焊剂活化。接下来各面引脚依次在“侧向波峰”焊料中浸没,通过溶解的方式去除原有镀层,然后再次浸沾助焊剂,再将引脚浸没在焊料中,通过旋转的方式退出焊料,形成搪锡作业。然后在高温的DI水中完成清洗,以去除残留的助焊剂,再在PH工作站上烘干。完成后,元件会被放回拾取位置的定位底座上,通过滑块返回操作员处。9)QFP的真空吸嘴便于更换的真空吸嘴,可根据QFP元件的尺寸进行更换,应当根据器件尺寸,选择能够实现**大覆盖面积的吸嘴。4.深圳艾贝特电子科技有限公司洗金搪锡设备五.镀金PCB焊接中产生的金脆化案例“除金”问题不但涉及到元器件,也涉及到电路板。在PCB焊接中,大量的元器件的引线和焊端的镀层都不镀金,但如果PCB焊盘表面是镀金的,也同样会产生金脆化现象。例如,PCB焊盘表面的镀层是化学镀Ni-Au(ENIG)会怎么样?1.试验证明:当PBGA在化学镀镍/金焊盘表面贴装并按常规再流焊接后,再在150℃温度下烘烤2周后进行第二次再流焊接也将产生AuSn4,并进入焊点,从而产生金脆化。图43(a)表示刚再流焊后的试样,在焊料和PCB基板焊盘界面*有一层薄的Ni3Sn4层。湖北直销搪锡机产品介绍辐射能量的大小及其波长与物体表面的温度有着密切的关系。例如,人体的正常温度在36~37℃之间。

本发明涉及一种集成电路焊接技术领域,特别涉及一种搪锡喷嘴及装置。背景技术:预焊就是将要锡焊的元器件引线或导电的焊接部位预先用焊锡润湿,一般也称为镀锡、上锡、搪锡或挂锡等。现有的搪锡主要有普通搪锡机和超声波搪锡机两种。由于搪锡的引脚尺尺寸大小及分布的密度不同,搪锡工艺难度各有不同。目前,搪锡设备通常采用的喷口形成的平面水帘式锡膜,只能满足搪锡**小间距为,然而,常见集成电路的引脚**小脚间距。同时随着集成电路发展趋势,集成电路功能越来越大,其面积又有限,集成电路引脚密度越来大,采用现有的技术容易造成两个引脚之间出现连锡现象,造成集成电路引脚之间短路,因而,既无法满足现有集成电路的引脚去金搪锡要求,同时也无法满足集成电路发展趋势对镀锡的要求。技术实现要素:本发明主要解决的技术问题是提供一种搪锡喷嘴及搪锡装置,其中该搪锡装置避免对引脚分布密集器件搪锡出现的不良,适应引脚分布密集器件搪锡要求,提高搪锡质量。为了解决上述问题,本发明提供一种搪锡喷嘴。该搪锡喷嘴包括使设有出锡口的喷嘴本体,其特征在于,该喷嘴本体设有使液态焊锡从其表面锡流形成焊锡膜的弧形斜面,该焊锡膜的厚度自上而逐渐变薄。进一步地说。
有足够的金元素向焊料中扩散而产生脆性。5)搪锡锡锅焊料中的金含量当锡锅搪锡时,对锅内焊料应定期更换,当溶于焊料中的金含量达到3%时,也会引起金脆。4.“金脆化”产生机理以图10所示的Au-Pb-Sn合金相图(176℃等温截面)为例,在含Sn量较多时,焊料中的Sn和Au容易形成针状AuSn4、AuSn2、AuSn等金属间化合物,在含金量较少的情况下,生成的AuSn4为多数;针状的AuSn4为脆性化合物,在测试、应用及试验的环境条件下极易脆断,导致焊接断裂失效。焊接时,Au与Sn-Pb焊料的相容性非常好,金在熔融状态的Sn-Pb合金中属于一种可熔金属,而且溶解速率很快。浸析的速度,通常可以用固体金属在焊料中的溶解率来表征。溶解率通常是用一根规定直径的导线完全溶解在焊料中所需的时间来表示。各种金属在Sn-Pb焊料中的溶解速度见图11。从图11可以看出,在焊接过程中,**先溶解到焊料中的是金,形成如图10所示的Au-Sn化合物。金在焊料中的熔解率随温度变化,在高温度下,6ms~7ms内,金的熔解和Au-Sn化合物的形成过程就可以结束。在直接焊接金镀层时,生成的Au-Sn合金层非常薄,当金的含量达到3%时,表面上焊点形成很好,但明显地表现出脆性,埋下**。必然带来结合部的性能变脆。在更换除金工艺的过程中,应确保操作人员的安全。应提供必要的个人防护设备,如手套、面罩和眼镜等。

将工件转动180°,随后,助焊剂料盒处的定位气缸612将定位柱611拉回定位,滑动气缸56推动固定板52向下移动直至固定板52两侧与定位柱611顶端接触后停止,如图6所示,此时工件9的引出线与助焊剂料盒7中的助焊剂接触,随后滑动气缸56拉动固定板52向上提升到位,从而将工件拉回,随后定位气缸612将定位柱611推出,此时推动气缸45开始运作,拉动移动平台42,从而带动抓取机构5开始移动,并将工件带至浸锡位置,随后滑动气缸56推动固定板52向下移动直至固定板52与焊锡炉处的焊锡炉定位柱62接触后停止,如图7所示,此时工件9的引出线与焊锡炉8中的焊锡接触,完成后,滑动气缸56拉动固定板52向上提升到位,将工件拉回,推动气缸45推动移动平台42滑动,并带动抓取机构5往回开始移动,从而将工件带回初始位置,随后旋转气缸540带动齿条542反向滑动,带动夹持机构55旋转,将工件转动-180°,此时滑动气缸56推动固定板52下行到位,将工件带回至工装中,随后夹持气缸551控制夹爪552将工件松开,固定装置3在顶升气缸21拉动下回到初始位置,等待更换待搪锡的工件。全自动搪锡机适用于各种类型的金属表面搪锡作业,应用领域如电子元器件、汽车零部件等。安徽工业搪锡机价格
全自动去金搪锡机的设备主要作用是去除电子元器件引脚上的金镀层,并将引脚搪锡。广东工业搪锡机代理商
引脚间距**小)及“QFP”搪锡工艺6)通孔元件的搪锡工艺—“平波喷嘴”系统工作时需要定位工装配套使用,在加工过程中利用工装将元件固定。通过程序控制自动运行完成搪锡过程。首先,工装带着元件移动至助焊剂工作站,浸沾助焊剂后对元件进行必要的预热;然后进入***镀层锡锅,去除已有涂层。当元件引脚浸***镀层锡锅中时,工装带动元件进行由锡锅的一侧向另一侧的反复移动过程,产生的“涮洗”的动作,有助于将需要去除的镀层溶解到净化锡锅中。完成后,托盘回到助焊剂工作站,再次让引脚浸沾助焊剂后,进入搪锡锡锅,开始进行**终的搪锡作业。7)Chips、LCCs和MELFs的“Drag”搪锡工艺—“瀑布形波峰喷嘴”如果使用通孔元件的浸焊工艺对此类元件进行搪锡作业,由于表面张力的作用会使得引脚上残留过多的焊料。而利用平波“Drag”工艺,能够有效地完成此类元件的搪锡工作。当元件贴着波峰在通过、离开时,a焊料向下移动的动作会将吸附在引脚上的多余焊料带走,使得拖焊后LCC上的焊盘共面性和芯片接头尺寸满足各种工艺的要求。在“Drag”工艺中,也会用到两个锡锅。8)精密引脚间距QFP的搪锡工艺—“侧向波峰喷嘴”QFP元件通过滑块QFP定位系统移动到拾取位置。真空吸嘴。广东工业搪锡机代理商
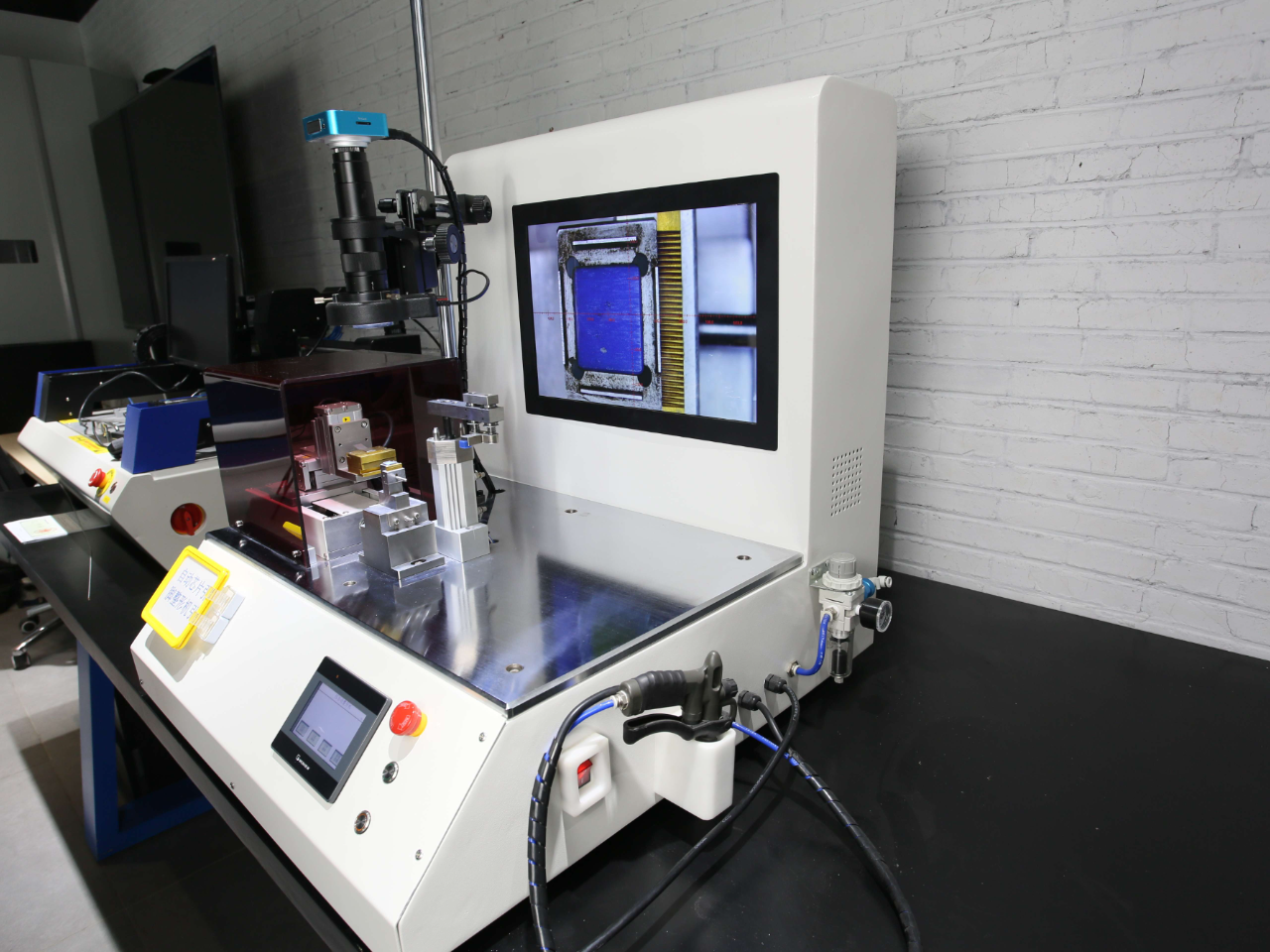
上海桐尔科技的全自动除金搪锡机是电子制造领域中的一款先进设备,专为提高焊接效率和质量而设计。该设备能够处理多种电子元件,包括QFP、sOP、QFN、DIP封装、电阻、电容及异形元件等。它通过精确控制含金量来解决金脆和氧化问题,提升元件的可焊性,同时减少引脚连锡和氧化现象。设备配备高清相机,对每个处理后的芯片进行品质检测,确保焊接质量。全自动除金搪锡机采用五轴联动配合视觉技术,实现精确控制,同时吸嘴吸力可调,安全夹爪轻松夹取异形器件及连接器。此外,设备具备锡锅缺锡报警和送锡缺锡料报警功能,保证生产连续性。环保设计和焊烟自动净化功能进一步改善工作环境,保障操作人员健康。上海桐尔科技的全...
- 陕西多功能搪锡机欢迎选购 2026-04-08
- 北京工业搪锡机价格查询 2026-04-08
- 北京常规搪锡机答疑解惑 2026-04-08
- 重庆什么是搪锡机处理方法 2026-04-07
- 陕西加工搪锡机使用方法 2026-04-07
- 重庆整套搪锡机共同合作 2026-04-07
- 重庆工业搪锡机优势 2026-04-07
- 陕西国产搪锡机设备 2026-04-06
- 安徽自动化搪锡机作用 2026-04-06
- 安徽整套搪锡机方案 2026-04-06



- 北京什么是搪锡机私人定做 2026-04-03
- 重庆台式搪锡机实时价格 2026-04-03
- 重庆什么是搪锡机用途 2026-04-03
- 安徽直销搪锡机常见问题 2026-04-03
- 浙江国产搪锡机服务电话 2026-04-03
- 江苏常规搪锡机供应商 2026-04-01





- 湖南常规全自动点胶机供应商 05-08
- 江苏安装芯片引脚整形机产品介绍 05-08
- 上海机械芯片引脚整形机使用方法 05-08
- 上海智能全自动点胶机售后服务 05-08
- 山东多功能全自动点胶机技术指导 05-08
- 湖南国内全自动点胶机供应商 05-08
- 江苏小型全自动点胶机售后服务 05-08
- 江苏销售芯片引脚整形机代理商 05-08
- 上海全自动半钢电缆成型系统设备 05-08
- 上海通用芯片引脚整形机原理 05-08