为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。广东耐高温拉伸弹簧现货

拉伸弹簧的拉伸极限是指该弹簧所能够承受的比较大拉力,超过这个拉力,弹簧就会变形(失效)他的计算方式是:拉伸弹簧劲度系数(K),然后又K=F/X,得弹力F=KX,记住X是位移的变法量。弹性极限:即弹簧弹性形变极限。弹性形变:弹簧能恢复自由长度的形变。超过弹性极限,弹簧就无法恢复自由长度,此时不在为弹性变形,简言之,弹簧被拉坏了,夸张一点,弹簧被拉直了,拉直之后,你拉的就是一条钢丝。因此达到弹性极限后,拉力是会变的,不会恒定的。广东耐高温拉伸弹簧现货弹簧的电镀一般有:镀镍,镀锌,镀银,镀金,镀铬,煲黑。

拉伸弹簧可能会因外部的条件而发生质上的改变:1、拉伸弹簧簧的磨损:磨损分为:磨料、疲劳和腐蚀磨损断裂。2、脆性断裂:弹簧断裂中绝大部属于脆性断裂。只有当工作温度较高时,才有可能出现塑性断裂。在工程上把疲劳断裂、应力腐蚀断裂及氢脆断裂等称为脆性断裂。3、拉伸弹簧疲劳断裂:弹簧在循环载荷作用下的断裂。4、氢脆、镉脆、黑脆:由于弹簧材料中有杂质含量过高引起的脆断。5、腐蚀疲劳断裂:拉伸弹簧在循环载荷和腐蚀介质共同作用下发生的断裂。6、应力腐蚀断裂:在拉应力和腐蚀介质共同作用下引起拉伸弹簧断裂现象。
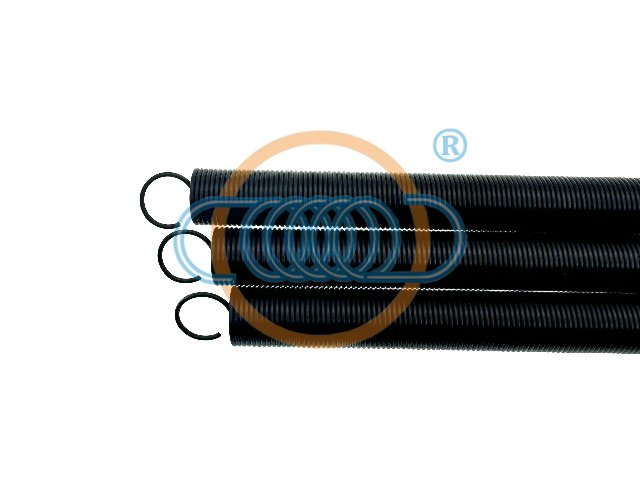
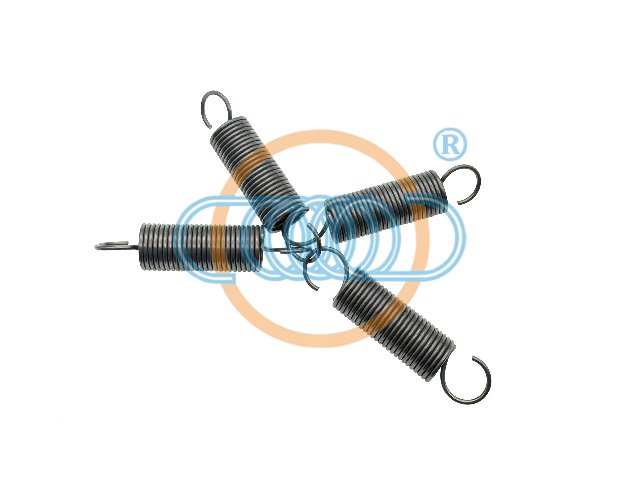
拉伸弹簧是由内往外施力,压缩弹簧是由外往内施力,力的方向不同压缩弹簧简称压簧她是承受轴向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形及少量的非圆形等。压缩弹簧的圈与圈之间有一定的间隙,当受到处截荷时弹簧收缩变形,储存变形能。拉伸弹簧简称拉簧是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。利用拉伸后的回弹力工作,用以控制机件的运动、贮蓄能量、测量力的大小等,大多用于机械,仪表中。其钩的形式有侧钩拉伸弹簧、长钩拉伸弹簧、德式钩拉簧、半圆钩拉簧、鸭嘴钩拉簧等。它所用的材料有:不锈钢、高碳钢、琴钢、磷铜、油回火金弹簧钢等。拉伸弹簧的选型需要考虑设备的具体需求和工作条件。
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。玖胜弹簧生产厂家,落实贯彻ISO9001质量管理体系。广东耐高温拉伸弹簧现货
拉伸弹簧的材质决定了其适用场景和寿命。广东耐高温拉伸弹簧现货
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。广东耐高温拉伸弹簧现货