压缩弹簧是用弹簧钢制成,用以控制机件的运动、缓和冲击或震动、贮蓄。弹簧在外力作用下变形,当外力消除后,弹簧可以恢复其状态。许多工具和装置都是利用弹簧的特性进行复位的。在使用过程中,发现五金压缩弹簧的弹性不足或断裂。这些是什么原因?玖胜弹簧生产厂家的列出以下简单分析:首先,压缩弹簧在使用过程中会表现出弹性不足的原因。1、设计和生产参数不合理:只注意外径、内径、长度等参数,往往忽视导线截面积和节距的大小,导致弹性不足;2、标准弹簧的选用不合理:选用较轻的载荷类型不能承受较重的载荷,导致感官弹性不足;3、弹簧质量等级错误:一般弹簧采用质量好的弹簧或进口弹簧,感官弹性不足;4、使用温度超过规定温度,弹性降低甚至丧失;5、弹簧丝本身较软,或弹簧淬火温度低或保持时间不够长,或弹簧成形后回火温度过高,时间长,导致拉伸、压缩强度达到但弹性不够。 玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。琴钢线压簧厂商
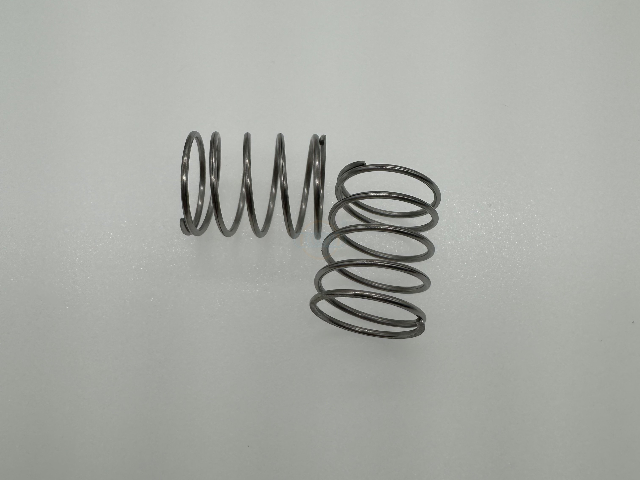
弹簧按照受力性质,可分为压缩弹簧、拉伸弹簧、扭转弹簧和弯曲弹簧按形状可分为环形弹簧、碟形弹簧、螺旋弹簧、截锥涡卷弹簧、板弹簧以及扭杆弹簧等,按制作过程可分为热卷弹簧和冷卷弹簧。我们往常看到的两端磨平的弹簧为压缩弹簧的一种,当然并不是所有弹簧或者所有的压缩弹簧都可以采用两端磨平的形式。至于为什么要采用两端磨平的工艺要求,压缩弹簧厂家的小编认为通过磨平两端,可以将压缩面由点接触(不磨的话是上下两个点接触)改为线接触或者面接触,增加受力面积,避免接触面刮伤等。琴钢线压簧厂商压缩弹簧的弹性决定了其承受压力的能力。

弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。
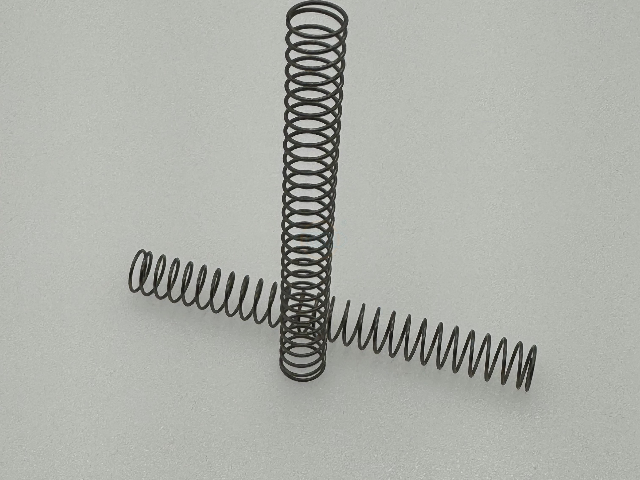
与拉伸弹簧相反,压缩弹簧是一种设计用于承受压缩力的弹簧。它们通常采用螺旋形状,其线圈间隔相等,可以通过压缩来减小长度。压缩弹簧的常见应用包括机械、汽车悬挂系统、家具等需要承受压力的场景中。当施加压力时,压缩弹簧的线圈会逐渐靠近,使弹簧压缩。其弹性势能存储在其压缩的线圈中,以供需要时释放。区别对比:应用方向:拉伸弹簧用于承受拉力,而压缩弹簧用于承受压缩力。形状特征:拉伸弹簧通常呈直线形状,而压缩弹簧通常呈螺旋形状。应用场景:拉伸弹簧常见于需要拉力的场景,如门窗、吊车等;而压缩弹簧常见于需要承受压力的场景,如机械、汽车悬挂系统等。工作原理:拉伸弹簧在受力时伸展,弹性势能存储在伸长的线圈中;而压缩弹簧在受力时压缩,弹性势能存储在压缩的线圈中。我们知道您担心的是服务:拥有专业的客服人员和工程师,能够在线解答您任何的产品问题!

弹簧的回火工艺1. 加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2. 回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3. 控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。压缩弹簧的预紧力对于其性能的稳定发挥有重要影响。琴钢线压簧厂商
我司可生产的弹簧线径范围:0.08-5.0mm!琴钢线压簧厂商
压缩弹簧维护措施(1)定期对压缩弹簧进行清洗和除锈处理,以保持其表面清洁和光滑。(2)对于长期不使用的压缩弹簧,应存放在干燥、通风、无腐蚀性气体的环境中,避免其受潮、生锈或受到其他损坏。(3)在更换压缩弹簧时,应选择与原弹簧相同规格和性能的新弹簧,以确保设备的正常运行。(4)在维修和保养设备时,应注意不要将新旧弹簧混用,以免造成弹簧接受载荷不均匀而导致失效。(5)对于因修理而需要修改规范的弹簧(如截短、磨削内外径或串联弹簧等),应尽量避免,以免破坏弹簧原有的特征和性能。琴钢线压簧厂商