在进行测量前,首先检查内径千分尺的计量合格证是否有效,并观察外观是否有锈蚀、磨损等影响测量的缺陷。同时,确保各部件转动灵活,无卡阻现象。进行校零操作,将校准块的中心孔垂直放入测量头中,通过旋转粗调和微调部分,使测量头与校准块接触并发出“咔、咔”声,此时副尺的0刻度线应对准主尺的某一固定刻度(如5mm),完成校零。将清洁干净的被测工件垂直放入测量头中,同样通过旋转粗调和微调部分,使测量头与被测内径接触并发出“咔、咔”声,此时读取主尺和副尺上的刻度值,相加后得到被测内径的尺寸。内径千分尺的测量范围广,可以满足不同尺寸的内径测量需求。四川进口内径千分尺型号

用内径千分尺进行测量时,需要遵循一定的操作步骤,包括校零、选择合适的校准块、清洁测量部位、进行测量以及读取数据等。正确的使用和维护内径千分尺对于保证测量结果的准确性和工具的长期使用至关重要。此外,内径千分尺的读数方法与外径千分尺相似,但读数方向相反,需要从右往左读取数据内径千分尺测量尺寸包括单体式和接杆式两种类型。它的工作原理基于螺旋副原理,通过旋转塔形阿基米德螺旋体或移动锥体,使三个测量爪作径向位移,与被测内孔接触,从而读取内孔尺寸。内径千分尺的测量面应为圆弧形,并镶有硬质合金或其他耐磨材料,以确保测量的准确性和工具的耐用性。此外,内径千分尺的使用和保养也需要注意一些细节,以确保测量的准确性和工具的使用寿命。湖南数显内径千分尺精度在进行内径千分尺的校准时,应使用已知精确尺寸的标准工作资料。

内径千分尺的读数方法是一个相对精确且需要细致观察的过程,读取主尺上的整毫米数值:内径千分尺的主尺上通常有毫米(mm)刻度,首先读取主尺上与测量面相对应的整毫米数值。这是测量结果的主要部分。观察微分筒上的刻线:主尺旁边有一个带刻度的圆柱形微分筒,微分筒上有50个等分格,每转动一圈相当于0.5毫米。在测量时,微分筒会随着测量头的移动而转动,通过观察微分筒上的刻线对准固定基准线(如主尺上的某一刻度线)的位置,可以读出小数部分的毫米值。确定小数部分:通常每个小格0.01毫米,因此需要根据微分筒上刻线的位置来确定小数部分的数值。例如,如果微分筒上的刻线对准了第35个小格,那么小数部分就是0.35毫米。将主尺读数与微分筒读数相加:将主尺上读取的整毫米数值与微分筒上读取的小数部分毫米值相加,得到的就是被测孔径的总尺寸。例如,如果主尺读数为45毫米,微分筒读数为0.35毫米,那么被测孔径的尺寸就是45.35毫米。
棘轮式内径千分尺作为一种特殊的内径测量工具,棘轮式内径千分尺的测量原理结合了螺旋副传动和棘轮锁定机制。螺旋副传动:通过旋转测微螺杆(或微分筒),利用螺旋副的传动原理,驱动连接杆和三个量爪进行径向移动。这种传动方式确保了测量的精确性和稳定性。棘轮锁定机制:棘轮是千分尺上一个重要的部件,它主要起到锁定读数的作用。当测量到所需的内径尺寸时,通过操作棘轮,使其与游标或测微螺杆上的夹爪接触并咬合,从而锁定当前的读数。这样,即使在外力作用下,测量机构也不会发生移动,保证了读数的准确性和稳定性。内径千分尺的校准工具包括标准块、标准环等。

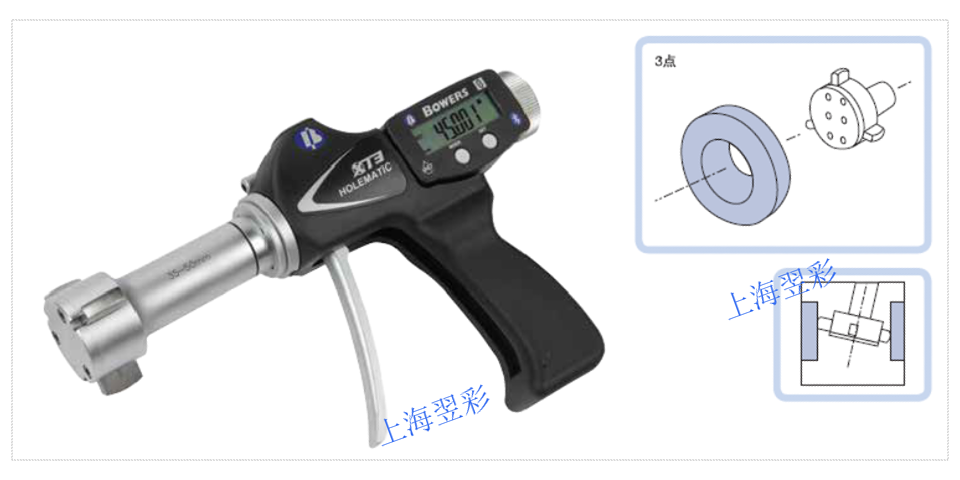
三爪式内径千分尺的测量原理主要基于螺旋副传动和三点定位测量法。螺旋副传动:与传统内径千分尺相似,三爪式内径千分尺通过旋转微分筒(或称为测微螺杆)来驱动连接杆和量杆作旋转运动。这一过程中,量杆上的方形圆锥螺纹与三个可伸缩的量爪相互啮合,实现量爪的径向移动。这种传动方式确保了测量的稳定性和精确性。三点定位测量法:在测量时,三个量爪与被测内径的孔壁形成三点接触。由于三点确定一个平面,这种测量方式能够更准确地反映被测内径的实际尺寸,提高了测量的准确性和可靠性。内径千分尺的精度和稳定性对于保证产品质量具有重要意义。湖南数显内径千分尺精度
使用内径千分尺时,要避免过度用力,以免损坏衡量脚或待测孔。四川进口内径千分尺型号
数显内径千分尺,作为一种结合了现代科技与精密测量技术的工具,数显内径千分尺的工作原理主要基于螺旋传动机构和数字化测量技术。其内部通过精密的螺旋丝杆机构,将旋转运动转化为直线运动,从而实现对内径尺寸的测量。当测量时,螺旋丝杆旋转推动测量夹具(如三爪或两爪)向内径方向移动,与被测物体紧密接触。此时,测量夹具的位移量通过传感器转化为电信号,并经过内部电路处理后,以数字形式显示在LCD屏幕上。具体来说,数显内径千分尺的螺旋丝杆是其中心部件,通过旋转螺旋丝杆来推动测量夹具的运动。测量夹具的设计通常具有多个接触点(如三点式或两点式),以确保与被测内径的孔壁形成稳定且均匀的接触,从而提高测量的准确性和可靠性。同时,数字化测量技术的应用使得测量结果能够实时显示,并具备数据存储、传输等功能。四川进口内径千分尺型号