- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
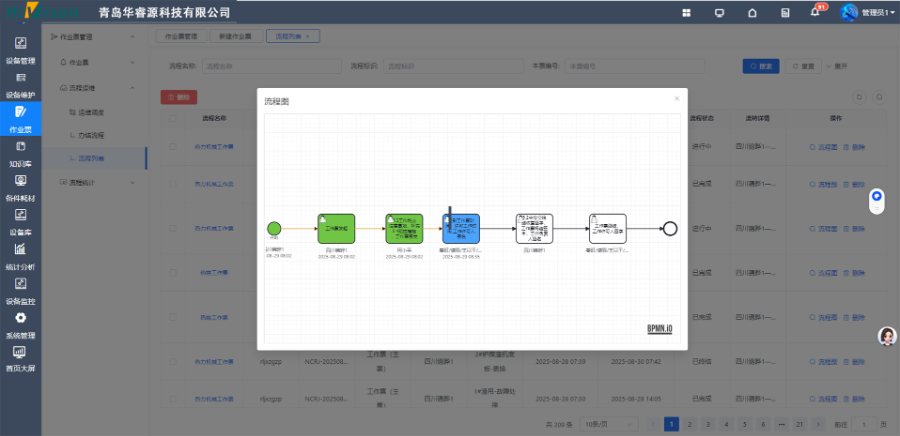
4.标准化与规范化技术特点:标准化管理:系统遵循国际和国内相关标准,实现了设备管理的标准化和规范化,提高了设备管理的专业性和科学性。流程化管理:系统通过流程化管理的方式,将设备的日常维护、检修、大修等各个环节纳入统一管理范畴,实现了设备维护的全流程、动态追踪的信息化管理。5.安全性与稳定性技术特点:数据安全:系统采用先进的数据加密技术和访问控制机制,确保设备数据的安全性和隐私性。系统稳定:系统经过严格的测试和验证,具备高度的稳定性和可靠性,能够长时间稳定运行,为企业设备管理提供有力保障。随着技术的不断进步,物联网将在制造业中发挥越来越重要的作用,推动制造业向智能化和可持续化的方向发展。吉林生产设备管理系统

将网络分割成多个虚拟网络,每个网络都可以配置和管理。这种技术为工业设置中的特定部门提供了按需子网,满足了不同业务对网络的定制化需求。边缘计算:5G网络是实现边缘计算的一步。边缘计算将计算任务和数据存储移至网络边缘,减少了数据传输的延迟和带宽需求。这对于需要实时响应的工业应用来说至关重要。物联网与5G的结合:物联网和5G的结合在工业部署中展现出巨大的潜力。物联网提供了丰富的数据源和智能化应用,而5G则为这些应用提供了高性能、低延迟的网络支持。例如,在工业物联网的端管云架构中,5G作为主要的通信管道,将工业物联网中的传感器单元连接在一起,实现了数据的实时采集和传输。这种结合使得工业物联网的应用场景更加,如远程运维、无人巡检、数据采集等。尽管当前的经济环境和通货膨胀存在不确定性,但Omdia认为,企业将越来越多地寻求物联网解决方案来满足新兴的企业需求,包括管理供应链或实现环境、社会和公司治理目标(ESG)。河北机械设备管理系统5G、云计算等技术的成熟,使得设备管理系统具备了远程监控和移动操作的能力。

华睿源设备管理系统企业在生产、运营、试验等活动中所使用的机械、设施、仪器以及机具等设备资源需要持续、高效管理,在设备全程管理中,企业设备管理重点在于设备信息化管理;维保计划的制定、执行与指挥调度;设备使用的可追溯型、设备运行与检修的实时掌控;设备维修费用的控制与管理;备件采购、消耗等过程跟踪管理……针对这些管理环节,设备管理系统软件能够提供安全、可靠、高质量、易扩展的行业解决方案,满足客户设备管理快速发展的业务需求,帮助企业运用技术、经济等手段管好、用好、修好、改造好设备,促进设备信息化管理**、保证设备质量、降低设备故障率和事故率、节能降耗,并对企业设备管理提供决策支持,从而提高企业经济效益和社会效益!系统介绍系统功能系统架构系统特点系统作用实施效益解决方案设备管理系统介绍在线留言在设备管理系统介绍部分,科技官方认为设备管理软件是对大中型工业企业内部的应用设备进行信息化管理的软件系统,用于管理办公环境或车间工作室的各种设备,如机器、装置、工具、仪表等一系列的生产工艺设备、动力设备、传导设备、办公设备等。设备管理软件对企业固定资产进行登记、维护和管理。
设备管理系统的技术特点主要体现在以下几个方面,这些特点共同构成了现代设备管理系统的**优势:1.智能化与自动化技术特点:智能监控与预警:通过集成物联网(IoT)技术,设备管理系统能够实时收集设备的运行数据,利用大数据分析技术进行智能分析,预测设备故障,提前发出预警,避免非计划停机,提高设备的可靠性和稳定性。自动调度与维修:系统能够根据设备的运行状态和维修需求,自动调度维修资源,生成维修工单,并跟踪维修进度,确保维修工作的及时性和有效性。包括设备的采购、安装、运行、维护、维修、升级直至报废的全过程。

面向未来,设备管理系统将更加注重构建智能互联的生态体系。随着物联网技术的普及和5G通信技术的应用,设备之间的互联互通将更加便捷与高效。未来的设备管理系统将不仅关注单个设备的运行状态与维护需求,还将通过物联网平台实现设备之间的协同工作与数据共享。同时,系统还将与供应链管理系统、客户关系管理系统等其他信息化系统实现深度融合,构建起一个覆盖企业全价值链的智能互联生态体系。在这个生态体系中,设备管理系统将发挥更加重要的作用,推动企业实现数字化转型与智能化升级。系统能够自主学习设备的运行规律,预测潜在故障,并自动调度维护资源,降低人工干预的需求,提高运维效率。青岛发展通信设备管理系统
当设备出现故障时,员工可以通过系统提交故障报修申请,系统智能地将工单分派给合适的维修人员。吉林生产设备管理系统
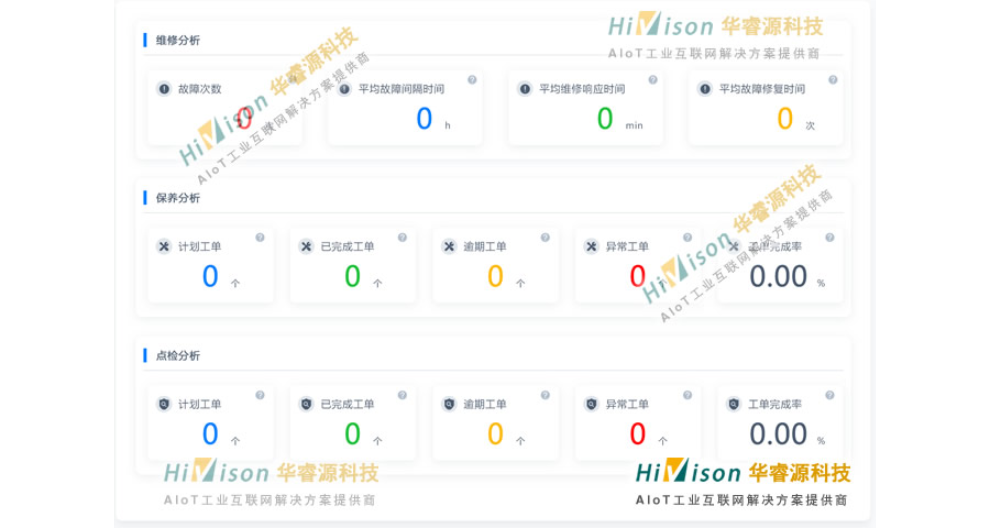
系统还能与企业的ERP、MES等系统进行集成,实现信息的共享和协同工作,提高整体运营效率。四、数据分析,为决策提供有力支持设备全生命周期管理系统通过大数据分析技术,对设备的运行数据进行深入挖掘和分析,为企业提供有价值的决策支持。企业可以根据设备的运行数据和故障记录,分析设备的使用寿命和更换周期,制定合理的设备更新计划。同时,系统还能对设备的维护成本和运行效率进行分析,帮助企业降低成本、提**益。五、实际案例展示成效某制造业企业引入设备全生命周期管理系统后,实现了对生产设备的实时监控和预测性维护。系统的运行数据显示,该企业的设备故障率大幅下降,维修时间缩短,生产效率显著提高。同时,设备全生命周期管理系统还帮助企业优化了资源配置,降低了库存成本,提高了整体运营效益。六、展望未来,持续创新与发展随着技术的不断进步和应用场景的不断拓展,设备全生命周期管理系统将持续向智能化、集成化、个性化的方向发展。未来,设备全生命周期管理系统将与更多**技术相结合,如人工智能(AI)、区块链等,实现更**、更智能的设备管理与运维。同时,随着工业互联网的发展,系统将成为连接企业内外部资源的重要桥梁。吉林生产设备管理系统

现代设备管理系统已形成"云-边-端"协同的智能化架构体系。在感知层,新型量子传感器可实现纳米级振动监测,某精密制造企业应用后,设备校准精度提升两个数量级。边缘计算节点采用异构计算架构,某风电场的FPGA加速方案将数据处理延迟压缩至5毫秒以内。平台层基于数字孪生技术构建的虚拟工厂,可实现设备群实时仿真,某汽车工厂通过虚拟调试将新产线投产周期缩短60%。时序数据库创新性地采用列式存储+矢量计算,某半导体工厂实现20000+传感器点的毫秒级响应。微服务架构通过服务网格(Service Mesh)实现灵活扩展,某跨国企业成功支撑全球50+工厂的百万级设备接入。特别值得关注的是,新一代系统开始集成工业大...
- 江西机床设备管理系统 2026-05-17
- 生产设备管理系统联系人 2026-05-17
- 青岛水泥生产设备管理系统 2026-05-17
- 西藏学校设备管理系统 2026-05-16
- 设备管理系统的好处 2026-05-16
- 山西设备管理系统开发 2026-05-16
- 青岛小型设备管理系统厂商 2026-05-15
- 中国香港建筑设备管理系统 2026-05-14
- 成都设施设备管理系统供应商 2026-05-14
- 新疆电气设备管理系统 2026-05-14



- 重庆生产设备管理系统厂商 2026-05-12
- 化工设备管理系统服务价格 2026-05-12
- 湖北机床设备管理系统 2026-05-11
- 青岛石油设备管理系统 2026-05-11
- 教学设备管理系统软件 2026-05-11
- 超易设备管理系统 2026-05-11




- 设备管理系统的好处 05-16
- 山西设备管理系统开发 05-16
- 青岛小型设备管理系统厂商 05-15
- 中国香港建筑设备管理系统 05-14
- 成都设施设备管理系统供应商 05-14
- 水务设备全生命周期管理系统有什么 05-14
- 新疆电气设备管理系统 05-14
- 贵州机械设备管理系统 05-13
- 园区设备全生命周期管理系统分析 05-13
- 青岛设备管理系统方案 05-13