高频焊H型钢热镀锌时的安全操作,在生产中因故停机时,且不能在20min以内再次开机,应降低炉温,以免锌锅过热。炉前工要认真观察高频焊H型钢在各工位的运转情况,发生事故及时处理.炉前工在生产过程中,要随时观察高频焊H型钢的镀锌质量,发现质量有变化要及时解决,减少回镀H型钢,注意锌液的温度变化和外吹风压,要随时调整,1.镀锌工操作前的安全防护;键锌工在进入工作岗位之前,必须穿好工作服、工作鞋,并戴好安全帽、防护眼镜、防尘口罩等安全防护用品。山岗前对所用的工具要进行认真检查,对镀锌设备同时进行巡视和检查,发现有设备故障,要及时向当班进行汇报和处理。2.向锌锅中添加锌锭的安全操作;向镀锌锅中直接添加锌锭的时候,应当首先将要添加的锌锭在锌锅边进行预热,以除去锌锭表面上的水分,这样可以避免发生爆锌液的危险。同时,在将锌锭投入镀锌锅中时,应将锌锭径纵向贴向镀锌锅锌锅壁面缓缓滑下,这样可以防止冲击及迸岀锌液。切忌在镀锌锅部位加入锌锭。低合金H型钢为主的钢结构工业化制作程度高。欧标耐低温H型钢厂家电话

关于H型钢适合应用到建筑上,H型钢是一种新型经济建筑用钢。H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。常用于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥梁、船舶、起重运输机械、设备基础、支架、基础桩等。浙江G350H型钢报价多少钱H型钢占地面积小,且适合于全天候施工,受气候条件影响小。
镀锌H型钢的冷轧的方式方法和技术标准,镀锌H型钢生产厂家觉得在制造大中型H槽钢的那时候,要从下列好多个层面下手充分准备,有效的操纵生产工艺流程全过程中各种各样危害要素。有效的压下量分派是。BD挤压机进料梁端薄厚要尽可能减薄,那样不只能够减少全能冷轧时梁端、翼缘的形变量,并且有利于使轧件头、尾一部分的翼缘规格及格。全能挤压机前边道主次基础进行梁端的减薄,冷轧力要大,立辊开展相对的压下去;正中间道次开展水准辊、立辊冷轧力匀称化冷轧;后2个道次对梁端开展小压下去,冷轧力要小,使翼缘的拉伸强度超过梁端,梁端受拉地应力。梁端温降操纵可从冷轧和制冷两层面下手。轧件的几何图形规格操纵轧件的几何图形规格应依照梁端薄厚正误差、翼缘薄厚负误差开展冷轧。此外,梁端在极终2个道主次有一定的压下量,使梁端可以造成形变热来赔偿温降。
将分流器端片(T型材、H59-1黄铜)两件与电阻片(厚1.5、宽20、长45,锰铜板)5片;以高频加热的方法;用铜磷用焊料焊接;要求:钎焊进程≤1min,重点处理:定位和焊接问题(以往钎焊进程选用气焊方法)。主要技能经济指标:焊后产品表面无氧化,焊接质量高于气焊;端片与电阻片焊接牢靠,焊接无熔化及变形;确保分流器的电阻功能;出产效率进步两倍。高频焊接轻型H型钢的技能特色是:(1)焊接速度快,可达到18-45m/分;(2)热影响小,简单操控H型钢变形;(3)可焊接不同原料组合的H型钢;(4)可完成微张力出产,削减焊接应力。技能水平:(1)截面尺度精度高;(2)截面功能优良;(3)截面尺度可按用户要求定制的特色。镀锌后高频焊H型钢檩条应该在干燥的、有良好通风环境的条件下加覆盖存放。

高频焊H型钢材料非常适合用来做房屋的檩条结构,完工速度快,并且能够得到一个一劳永逸的房屋结构,期待高频焊H型钢能更多的应用到檩条中来作为建设。即使需要的檩条的规格各有差异,这都可以在生产之初通过测量而生产,得到完美的尺寸,而且高频焊H型钢还可以实现即使长度达不到也可以实现切割焊接而成,木质檩条应该是错过就错过,它不具备高频焊H型钢的可焊接性、灵活性。此外,高频焊H型钢材料搭建的檩条结构只需用电焊焊接即可,方便快捷,而且这种钢结构彼此间连接紧密,极后整个的檩条的稳固性很可靠,这相对强过世界极好的钉子与极好的木质檩条。用低合金H型钢制作的钢结构的施工速度约为混凝土结构施工速度的2-3倍。香港HEA欧标H型钢生产厂家
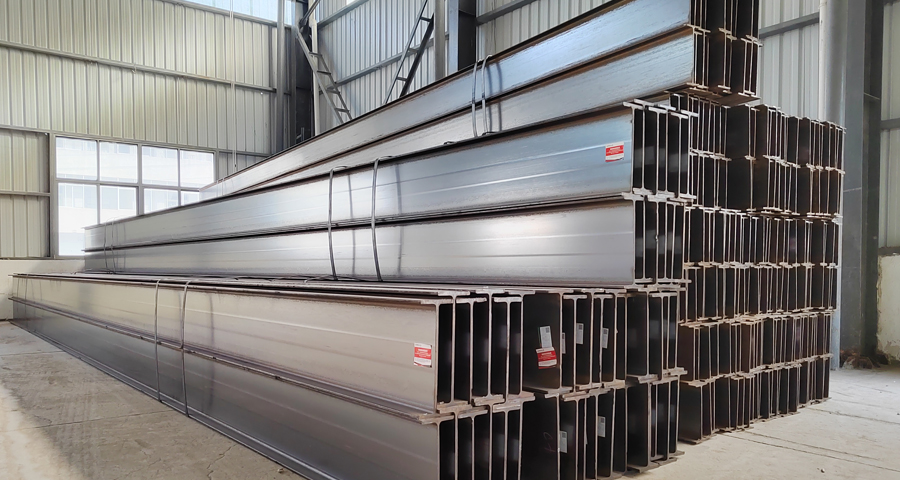
H型钢用做钢框架柱在承受动力荷载的框架结构中用做框架梁。欧标耐低温H型钢厂家电话
高频焊接H型钢构件力求避免应力集中。当构件的截面发生急剧改变,则该处将产生应力峰值,此现象称为应力集中。同号平面应力或三向应力将使钢材变脆。由于该处钢材的塑性变形,截面上的应力将产生重分布而使分布趋向均匀。但当各种不利因素集中在一起,如应力集中程度较高、地处低温地区及材质又较差等时,应力集中就将是造成脆性断裂的因素之一。高频焊接H型钢结构在使用时应避免使其突然受力,要使加载的速度不致过大。加载速度越大,脆断的可能性也越大,减小荷载的冲击和降低应力水平,也是防止钢材脆性断裂的一个措施。欧标耐低温H型钢厂家电话



