热镀锌高频焊H型钢加工过程中锌渣的产生与利用,锌渣的回收利用;通常从锌锅中捞锌渣为1~2周进行一次。捞渣时尽量避免搅动起锌渣,捞锌渣的时候,定要在450℃左右的温度下捞渣。捞出来的锌渣可以放在具有孔直径达12mm的许多小孔,通过小孔把锌液重新流到锌锅里。捞出的锌渣倒入锌锭模,锌锭模做成L400×W30XH200(mm)。渣所消耗的锌的总量占全部用锌量的25%左右。因锌渣中含有97%~96%金属锌,回收利用的价值很高,为直接的方法是做氧化锌。或者做助镀剂使用,1kg可以约生成氯化锌2.0kg。对于锌渣的回收与利用有文献表明可以直接做成锌粉作为机械镀锌的锌粉使用。H型钢的使用寿命长,能够减少维护和更换成本。山东S275J2H型钢厂家供应

H型钢的焊接注意事项,现在我们来说明一下,钢结构工程是一个系统工程,它包括规划、加工制造和施工设备三个进程。了解钢结构各个组成部分的加工制造进程关于结构工程师而言是十分必要的。钢结构的加工制造与设备均应满意现行国家规范《钢结构工程施工规范》GB50755及《钢结构工程施工质量检验规范》GB50205的相关要求,钢结构工程的焊接亦应遵从现行国家规范《钢结构焊接规范》GB50661的规则。钢结构工程中运用较多的H型钢加工制造内容。焊接H型构件加工制造选用H型钢生产线进行组焊,首先在H型钢自动组立机大将腹板和其间一块翼缘板组装成T型,然后再将T型与另一块翼缘板组装成H型,合格后转入后续各工序。河南桥梁H型钢费用H型钢为主要材料的钢结构长期受到100℃辐射热时,钢材不会有质的变化。

镀锌H型钢的冷轧的技术标准,操纵生产工艺流程,镀锌H型钢的冷轧更高的方式方法和技术标准,镀锌H型钢生产厂家觉得在制造大中型H槽钢的那时候,要从下列好多个层面下手充分准备,操纵生产工艺流程全过程中各种各样危害要素。压下量分派是。BD挤压机进料两端薄厚要尽可能减薄,那样不只能够减少冷轧时梁端、翼缘的形变量,并且有利于使轧件头、尾一部分的翼缘规格及格。挤压机前边道主次基础进行两端的减薄,冷轧力要大,立辊开展相对的压下去;正中间道次开展水准辊、立辊冷轧力匀称化冷轧;后2个道次对两端开展小压下去,冷轧力要小,使翼缘的拉伸强度超过两端,轧件的几何图形规格操纵轧件的几何图形规格应依照两端薄厚正误差、翼缘薄厚负误差开展冷轧。此外,两端在2个道主次有的压下量,使两端可以造成形变热来赔偿温降。
高频焊接H型钢市场供求矛盾更加严峻,由于经济增速放缓,钢铁企业融资困难加剧;国家整治环.保力度加大,淘汰一批落后产能,但今年钢产量再创历史新高;矿价大幅下跌,使得钢材成本进一步下跌,受上述多重因素影响,今年钢材价格不断走低。加之近期工地施工率明显下降,钢材市场销售平淡,预计后期高频焊接H型钢市场需求仍在低迷中运行。经济复苏趋势略显明显外,欧盟仍面临经济陷入通缩困扰,新兴经济体仍显得力不从心。在此背景下,国内钢铁行业亦步入调整阵痛阶段,市场价格陷入一路单边跌通道而无法自拔。低合金H型钢为主的钢结构精度高,安装方便。

高频焊H型钢热镀锌操作规程,1.镀锌前的准备,①烘干后的钢高频焊H型钢经过镀锌机自动运转,进入锌液,钢高频焊H型钢在锌液中排放高频焊H型钢内的气体,经过一定的浸锌时间,形成牢固的锌铁合金层,再经过提升、引出就完成了钢高频焊H型钢镀锌。②在正常情况下锌液温度范围应保持在440℃(+5℃或一5℃),高锌液温度450℃,锌液温度440℃。③为改善锌层韧性及锌液流动性和光亮度,锌液中的含铝量应保持在0.2%~0.3%之间。锌液中加铝要以锌-铝合金的方式加入(Zn:90%,A:10%;或Zn:80%,A1:20%)。2.镀锌工艺参数,①钢高频焊H型钢的浸锌时间:10~20s。②外吹喷嘴使用压力:0.15~0.3MPa;压缩机输出压力:0.4~0.6MPa。在世界上发生7级以上毁灭性大地震灾害中,以H型钢为主的钢结构建筑受害程度小。香港桥梁H型钢品牌
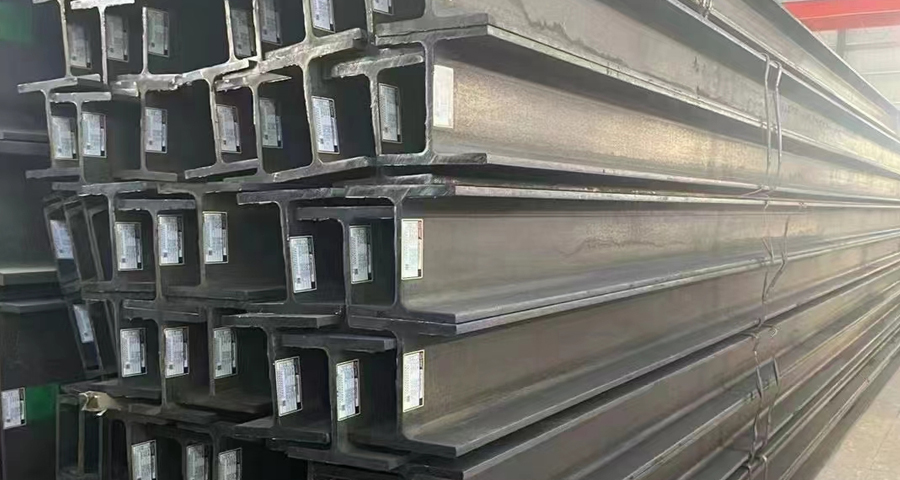
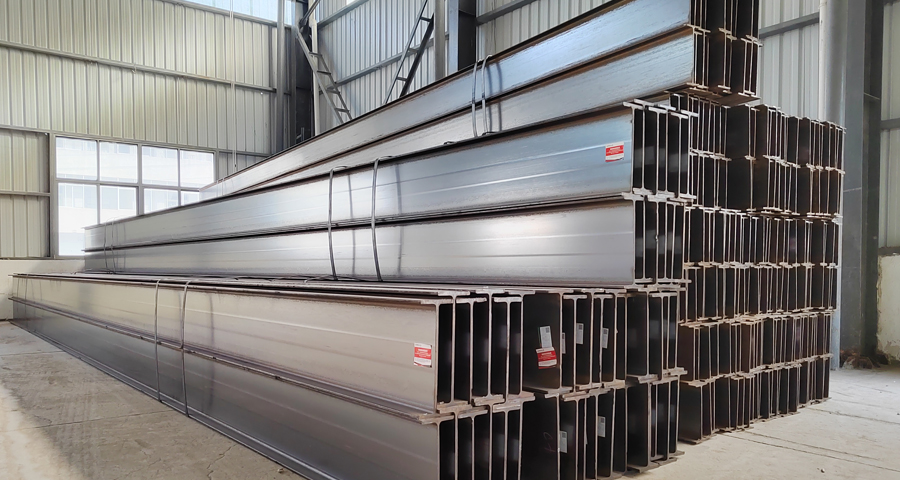
集美观与实用为一体的焊接h型钢,H型钢是一种新型经济建筑用钢。山东S275J2H型钢厂家供应
原材料性能对高频焊接H型钢的影响,对于长期暴露于空气中或经常处于干湿交替环境下的高频焊H型钢构件,容易产生锈蚀破坏。腐蚀对构件的危害不只局限于对钢材有效截面的均匀削弱,而且由此产生的局部锈蚀会导致应力集中,从而降低结构的承载力,使其产生脆性破坏。因此影响钢材使用寿命主要有两个方面:首先是钢材的耐腐蚀性较差,其次是在长期荷载、反复荷载和动力荷载作用下高频焊H型钢力学性能的恶化。所以对高频焊H型钢的防锈蚀间题及防腐措施应特别重视,良好的耐久性能可提高钢结构的使用寿命。山东S275J2H型钢厂家供应