常用的锥形封头为分无折边锥形和折边锥形封头两种。一般常用的锥形封头为60度、90度、120度、150度几种,而无折边的锥形封头做出来因尺寸,模具的关系,可能圆度会较差一点,外面不美观,所以这种锥形除了在锥度越小时一般采用,而折边的锥形封头,因为带有直边,可以对它的圆整度进行修整,所以无论是在尺寸方面,还是圆整度,操作方便都是优于无折边的,这也是为什么很多客户都采用折边锥形封头的原因。对于锥体封头大端,当锥壳半顶角α<30°时,可以来用无折边结构;当α>30°时,应采用带过渡段的折边结构,大端折边的过渡段转角半径应不小于封头大端内直径的10%,且不小于该过渡段厚度的3倍。对于锥体小端,当锥壳半顶角α<45°时,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构。小端折边的过渡段转角半径应不小于封头小端内直径的5%。且不小于该过渡段厚度的3倍。当锥壳半顶角α>60°时,其厚度可按平盖计算,也可以用应力分析方法确定。锥壳与圆筒的连接应采用全焊透结构。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。温州浩邦金属制品有限公司致力于提供锥形封头设备,欢迎您的来电哦!广东焊接锥形封头制造厂家

锥形封头的封头是容器的一部分,通过焊接与园柱体相连,按形状不同,可分为球形、椭园形、碟形、球帽、锥壳、平盖,其中球形、椭圆形、碟形、球帽形封头统称为凸头。谁形头分为对焊头和承插悍头。用于各种容器设备,如储罐、换热器、塔、反应器、锅炉和分离设备等。特点是在介质通过时能均匀地改变速度,便于卸载粘性液体和含有固体颗拉的物料,但机械性能较差,连接处形状突变引起的应力不连续与气缸或管道较大。封头生产厂家为减少不连续应力,谁壳的大端或小端可采用折边结构或圆聊过渡的局部加厚结构。推头的用途:在维头主体谁体的内压作用下,在大端产生较大的油膜应力。在圆维和圆样的交界处,由于几何不连续和曲率半径的突变该处会产生很大的横向推力,会产生很大的边缘应力,容易弯曲,因此需要得到加强。同时,头部锥形不锈钢头部的局部薄膜应力可能会出现在其边缘效应分布范围之外。因此,为确保安全,应将应力强度控制在之内。对于封头大端,加强段的厚度在任何情况下均不得小于连接维体的厚度,对于小端,加强段的厚度在任情况下均不得小于连接谁壳的厚度。湖南食品级锥形封头标准温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,有需求可以来电咨询!

锥形封头是一种常见的密封部件,广泛应用于各种流体系统中。它们在保障系统密封性方面起着至关重要的作用,对于许多工业设备和装置的正常运行具有重要意义。为了确保锥形封头的可靠性和持久性,定期的维护保养是必不可少的。在维护保养方面,以下步骤是必要的:1.清洗:定期清洗锥形封头是保持其性能和可靠性的关键。清洗过程应包括去除封头表面的污垢、油脂和锈迹等杂质。一般情况下,使用溶剂、洗涤剂或碱性清洁剂进行清洗,并确保彻底冲洗干净,以避免残留物对封头表面造成腐蚀。2.检查:维护保养过程中,对锥形封头的检查也是非常重要的一环。检查应包括封头的几何尺寸、表面粗糙度、损伤和裂纹等情况。要仔细检查封头的密封面是否平整、有无毛刺或损坏,以确保封头的密封性能。3.维护:对于锥形封头的维护,一般建议采用润滑剂如润滑脂、润滑油等,在封头表面涂上一层薄润滑层,以减小摩擦系数,减轻磨损,并提高密封效果。切勿使用过多润滑剂,以免污染流体系统。
锥形封头有两种无折边和折边封头,压力容器锥形封头、有下面两种不同的设计计算方法。无折边锥形封头或锥形筒体适用于锥体半顶角a≤30°。锥体大端与圆筒连接时,应按以下步骤确定连接处锥壳大端的厚度:确定锥壳大端连接处的加强图以p/([s]tj)与半顶角a的值,查确定锥壳大端连接处的加强图:当其交点位于曲线之上方时,不必局部加强;当其交点位于曲线下方时,则需要局部加强;无需加强时,锥体大端壁厚按式(4-36)计算;对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内。需要增加厚度予以加强时,则应在锥壳与圆筒之间设置加强段,锥形封头,锥壳和圆筒加强段厚度须相同,加强段计算壁厚计算式中Q-应力增值系数,与p/([s]tj)与a值有关,压力容器锥形封头,由锥壳大端连接处的Q值图查出,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。锥形锥形封头局部薄膜应力可能会呈现超出其边缘效应的散布规模,因此为了确保安全,取应力强度操控在以内。温州浩邦金属制品有限公司 锥形封头设备设备值得放心。

下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需要可以联系我司哦!吉林冲孔锥形封头厂家直销
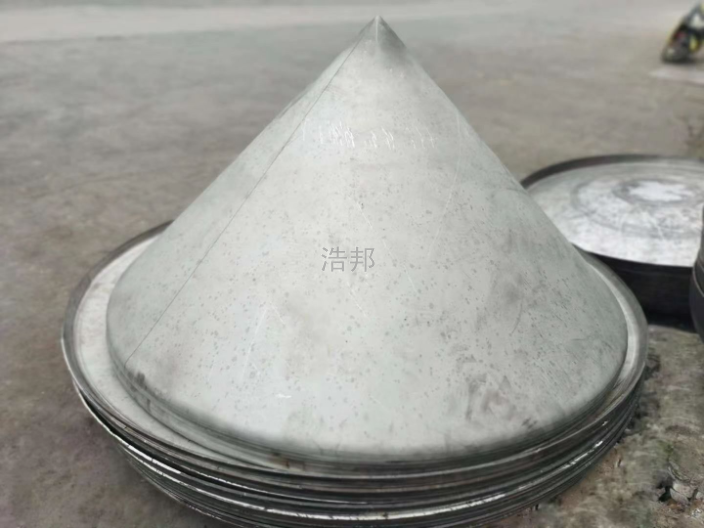
温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,有想法的不要错过哦!广东焊接锥形封头制造厂家
不锈钢封头使用的注意点1、测量封头的外周长。若事先开展筒体加工,请向生产工厂询问预订封头外周长的尺寸;2、请将封头外周长4等分,并在筒体和封头上搞好标识;3、将封头和筒体开展定位焊接,定位焊接的定位点请客户依据直径和厚度自选;4、定位点定位焊结束后,开展焊接。304不锈钢封头的制作工艺:不锈钢封头是将大于封头直径的管坯,压扁约至封头直径的尺寸,在拉伸支管的部位开一个孔;管还经加热,放入成形模中,并在管坏内装入拉伸支管的冲模:不锈钢封头在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坏的径向压缩和支管部位的拉伸过程而成形。不锈钢封头与液压胀形封头不同的是,热压封头支管的金属是由管坏的径向运动进行补偿的,所以也称为径向补偿工艺.304不锈钢封头由于采用加热后压制封头,材料成形所需要的设备吨位降低。热压封头对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料,特别是大直径和管整偏厚的封头,通常采用这种成形工艺。封头投入作业以前要检验设计是否符合设计要求,达到其本的安装条件。然后安装完成后要将作业现场清理干净整洁,完成主结构的验收。广东焊接锥形封头制造厂家