- 品牌
- 嘉隆
- 型号
- 齐全
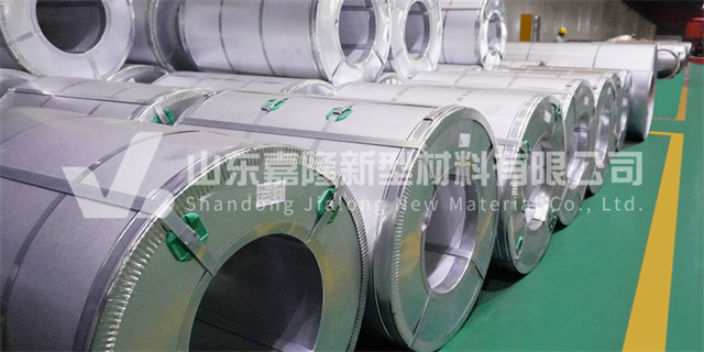
如果我们希望能够更好地制作镀锌板,在很多方面都需要加油注意。因为一款好的产品性能是体现在方方面面的每一个环节都不能够疏忽,只有多个环节都综合起来,才能够达到更满意的效果,接下来就让我们一起来看一下,在好的产品的追求上面要注意到哪些方面。镀锌板原材料选择首先,我们可以看到的,就是在产品的原材料选择上面就一定要加以注意,因为一个产品的好与坏很大程度上面试,由他的原材料来决定的,如果原材料是比较硬、比较脆的话那么制作出来的产品任性肯定不会很高,所以我们需要达到更好的产品质量,就必须要先确保拥有着高质量的原材料。保证产品质量,大力发展生产规模——嘉隆新型材料。浙江镀铝锌毛化板市场行情
使用毛化板的注意事项:1. 储存环境:毛化板应存放在干燥、通风的环境中,避免与潮湿、腐蚀性物质接触。储存不当可能导致毛化板表面氧化或受到污染,影响其性能。2. 操作规范:在使用毛化板时,应遵循相应的操作规范。避免使用粗暴的操作方式,以免损坏毛化板的表面结构。同时,在加工过程中应注意保持清洁,防止杂质和污染物粘附在毛化板表面。3. 适配性测试:在应用毛化板之前,建议进行适配性测试。这有助于确保毛化板与特定材料或工艺的兼容性,并减少潜在的风险。如果测试结果不理想,可能需要调整工艺参数或选择其他类型的毛化板。浙江镀铝锌毛化板市场行情让生活变得更美好——嘉隆新型材料。
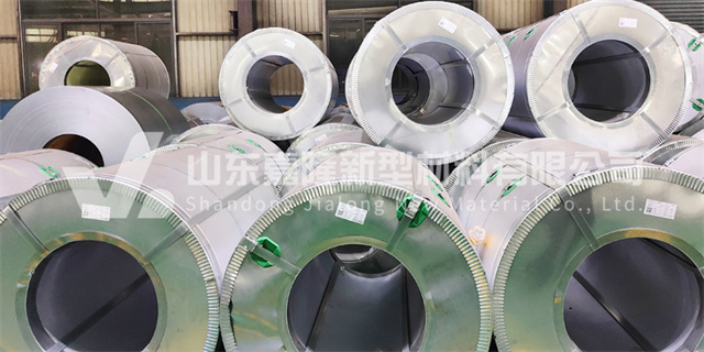
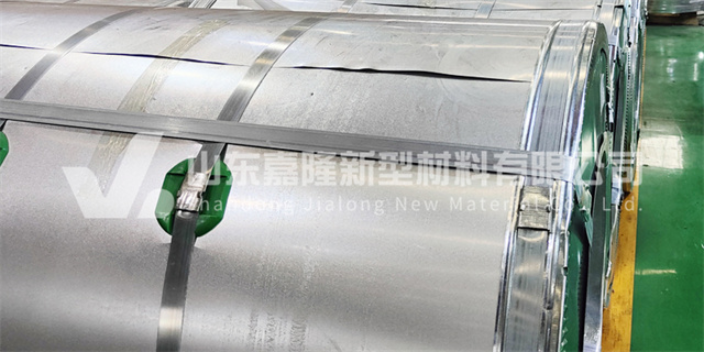
毛化板是一种表面经过特殊处理,具有防滑、防磨损、耐腐蚀等性能的板材。由于其广泛的应用场景,毛化板的种类繁多。以下是常见的几种毛化板类型:1. 氧化铝毛化板:氧化铝毛化板是一种常用的毛化板类型,其表面通过氧化铝喷砂处理,形成均匀分布的微小凸起,从而提高了防滑性能。氧化铝毛化板具有较高的硬度和良好的耐磨性能,因此适用于重载和频繁的步行场所。2. 镀锌毛化板:镀锌毛化板是在钢板表面镀锌后,再进行喷砂处理形成的毛化板。镀锌层可以提高板材的耐腐蚀性能,而喷砂处理则可以增加防滑性能。因此,镀锌毛化板适用于需要同时具备防滑和耐腐蚀性能的场所。
镀锌钢板两种镀锌的区别。镀锌钢板顾明意思是板子表面镀了一层锌,镀锌钢板表面光滑,为了防锈能够长时间使用。镀锌作为生产金属制品较为初级的半成品,被大家广为熟悉,但是有几个人知道镀锌也分热镀锌和冷镀锌,下面就为大家解读这两种镀锌的区别,从制作到生产完成的工艺流程,一层一层为你展现出这两者加工生产各环节的差别,让大家更好的了解这两种镀锌的优缺点及其应用。热镀锌又称为热浸镀锌,它是在高温下把锌锭融化,再放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。热镀锌的优点在于他的防腐能力强,建筑加固工程镀锌层的附着力和硬度较好,热镀锌是化学处理,属于电化学反应。建筑施工中多采用热镀锌。连续热镀锌工艺:钢材→加热→冷却至镀锌温度→镀锌→冷却“冷镀”即“电镀”,即把锌盐溶液通过电解,给镀件上镀层,一般来说建筑工程加固不用加热,上锌量很少,遇到潮湿环境很容易脱落。冷镀锌是物理处理,只是在表面刷一层锌,所以锌层易脱落。冷镀锌就是电镀锌,只有10-50g/m2,其本身的耐腐蚀性比热浸镀锌相差很多。建筑加固采用电镀锌的价格相对便宜一些。。山东嘉隆新型材料有限公司,深受广大消费者的青睐和好评。
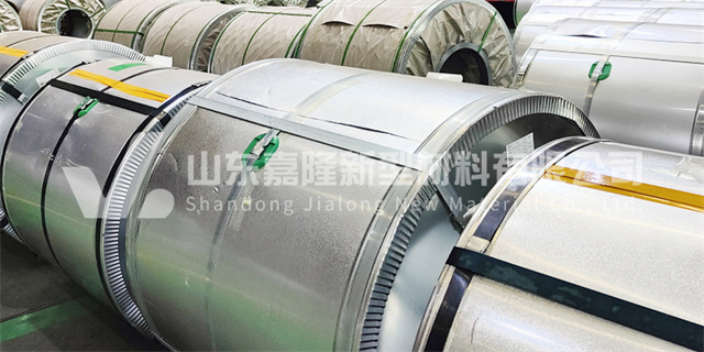
热镀锌板主要用于建筑、家电、汽车、机械、电子、轻工等行业。那么热镀锌板出现缺陷原因分析?主要有:脱落、划伤、钝化斑、锌粒、厚边、气刀条痕、气刀刮痕、露钢、夹杂、机械损伤、钢基性能不良、浪边、瓢曲、尺寸不合、压印、锌层厚度不合、辊印等。锌层脱落的主要原因有:表面氧化、有硅化合物、冷扎乳化液太脏、NOF段氧化气氛及保护气体露出太高、空燃比不合理、氢气流量偏低、炉子有氧渗入,带钢入锅温度偏低,RWP段炉压偏低及炉门吸风、NOF段炉温偏低,油脂蒸发不尽、锌锅铝含量偏低、机组速度太快、还原不充分、锌液中停留时间太短、镀层偏厚。白锈和黑斑产生的原因有:黑斑是白锈进一步氧化形成的。白锈产生的原因主要有:(1)钝化不良,钝化膜厚度不够或不均匀;(2)表面未涂油或带钢表面残留水分;(3)卷取时带钢表面含有水分;(4)钝化未完全烘干;(5)在运输或储存中受潮或雨水淋湿;(6)成品存放时间过长;(7)镀锌板与其他酸碱等腐蚀性介质接触或存放在一起。成品在库中长允许存放三个月,以避免存放过久产生氧化。山东嘉隆新型材料有限公司,专业的一站式多方位贴心服务。贵州镀锌毛化板价格
山东嘉隆新型材料有限公司,始终秉承“品质、锐意进取”的经营理念。浙江镀铝锌毛化板市场行情
镀铝锌板焊接方法:一般镀锌钢板都是用于搭接焊接的。采用的是点焊的方式,焊接时,电流电压和时间较一般的低碳钢板要增大10-30%左右。焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,CO2保护焊,氧气-乙炔焊,激光焊接,电渣压力焊等多种,塑料等非金属材料亦可进行焊接。金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。浙江镀铝锌毛化板市场行情
- 杭州镀铝锌毛化板市场行情 2024-12-04
- 福建镀铝锌毛化板采购 2024-12-04
- 天津镀锌毛化板公司 2024-12-03
- 山西镀锌毛化板货源 2024-12-02
- 新疆镀锌毛化板批发价格 2024-12-02
- 辽宁镀铝锌毛化板报价 2024-12-02
- 重庆镀锌毛化板供应商 2024-12-02
- 河北镀铝锌毛化板货源 2024-12-01
- 湖南镀锌毛化板去哪买 2024-12-01
- 杭州镀铝锌毛化板供应商 2024-11-30
- 山东镀铝锌毛化板价格 2024-11-29
- 陕西镀锌毛化板厂家 2024-11-29