每一个电子产品少了圆孔排针将没法运行。就其电子产品来讲,表层的圆孔排针就是开关电源连接头,又可分成,单纯性数据线圆孔排针就如一般电源线插头,传送数据信号,开关电源一体的USB圆孔排针如电脑上1394连接式的U盘,接插件怎么接线电脑鼠标,耳麦,从电子产品內部结构讲,里面也是线路板集成化路线非常杂乱无章,每一个阶段都免不了圆孔排针的存有,圆孔排针就是对接每一个构件的公路桥梁,多一个不能,少一个不能,必须制定有效适当。由此可见圆孔排针在日子中的关键性,出门时以前还得随身携带的智能手机充斥着,现如今应用圆孔排针接好可移动充电器,轻松让你的手机绝不待机,确实大幅度的便捷的各位的日子,接插件有限公司提升了日子品质跟工作效率,而且跟随技术的飞速发展,越干越细致,越做细致,带上愈来愈便捷,电子产品外界的圆孔排针如USB手机充电线来讲,价格十分低,一个五米长的才十元不上,应用使用寿命并不短,坏掉从头开始换一个就可以了,其自己就是易耗品,再如手机充电头。排针连接器插针之间的塑胶壁厚尽量设计在0.25mm以上,并尽量减小薄壁段的长度。上海弯针排针排母生产厂
排针排母加工厂排针排母制造商给大伙儿讲一下排针排母的用法,排针排母如何使用的?排针便是我们大家了解的针插,公座,电焊焊接在pcb线路板的一端。可是 先得确定好间隔,十位数,焊接方式,例如插座,贴片式,90度。排母便是大家所了解的母座,电源插座,焊在pcb线路板的一端,和排针一样确定好规格型号。如今大伙儿可以了解排针排母,实际上 便是板与板的联接,必须一个公座母座来联接了。排针排母便是 好是的挑选。端子连接器的生产工艺流程与检测,端子连接器很广,有焊线,成型步骤,端子连接器还可以称为连接器连接器, 先,如果是线缆焊锡丝,就需要先,准备焊锡丝查验是不是有铜线分岔、大部分、铜线参差不齐及烧伤绝缘层皮等状况。上海弯针排针排母生产厂排针排母的接触镀层可以保护排针排母减轻环境对其的腐蚀侵扰。
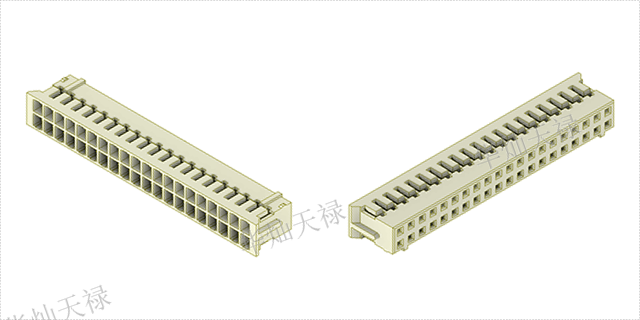
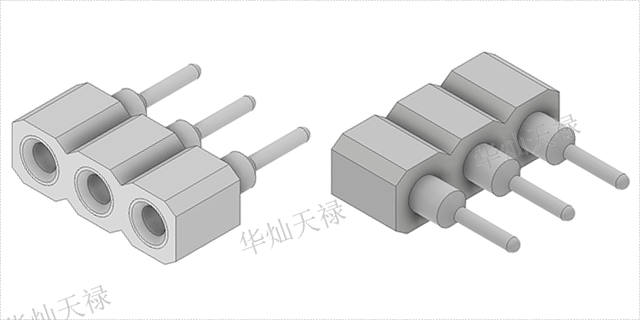
双排接插件是一种运用于电子器件、家用电器、仪表盘中的通用性连接器件,关键具有电流量或数据信号传输数据的功效。通常与配套设施应用,组成板对板联接。它具备的四大基本上结构组件:接触件。是连接器进行电联网控制的关键零件。一般由呈阳性接触件和呈阴性接触件构成接触对,根据阴、阳接触件的插合进行电联接。外壳。也称机壳(shell),是连接器的罩壳,它为内装的绝缘层安裝板和针插给予设备维护,并给予电源插头和电源插座插合时的指向,从而将连接器固定不动到设施上。
排针排母冲压完成后即应送去电镀工段。在此阶段,它的电子接触表面将镀上各种金属涂层。与冲压阶段相似的一类问题,如插针的扭曲、碎裂或变形,也同样会在冲压好的插针送入电镀设备的过程中出现。排针排母主要包括电子和光纤连接器,作为连接电气线路的电子元件之一,主要是在器件与组件、组件与机柜、系统与子系统之间起电连接和信号传递的作用,同时保持系统与系统之间不发生信号失真和能量损失的变化。国内排针排母制造的总体水平还相对较低,新产品的开发相对滞后,基本上还是多品种小批量的生产格局。排针排母,在生产过程由于原材料或组装原因,经常导致缺针,这是致命不良,不能允许。
排针排母采用的原材料主要有铝、铜、银、金、塑料等,产业链上游主要是金属及塑料供应商,上游较多行业集中度较高,排针排母行业对上游企业议价能力较弱;排针排母产业链下游主要是3C电子、家电、汽车等厂商,我国智能手机、白电等行业集中度高,而国内汽车电子市场主要被国际巨头所占据,排针排母行业对下游企业话语权同样较弱。由此来看,排针排母行业盈利空间有限。排针排母行业进入门槛较低,我国生产企业数量多,除小部分企业外,大部分企业以低端产品生产为主,市场同质化竞争严重,行业整体盈利能力弱。除此之外,排针排母在低端市场中,有较大的可能性被价格更为低廉的接线端子等产品所替代。由此来看,未来我国排针排母行业中较多技术落后、以低端产品生产为主的企业将逐步被淘汰。日常生活中一些电子用品,数码产品,手机、电脑、电视机等等,都有首要中心有些,其次是圆孔排针。上海单排排针排母哪家可靠
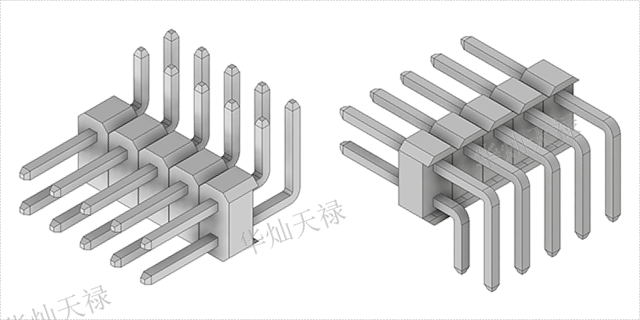
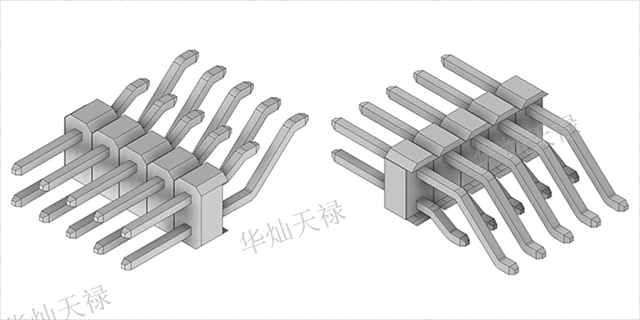
排针连接器根据间距大致可分为0.8、1.0、1.27、2.0、2.54、3.96间距等。上海弯针排针排母生产厂
在电子显示屏装配工厂应用到排针排母连接器产品时,应做好产品的防静电措施。电子显示屏要控制好灯的垂直度对于直插式排针排母连接器产品来说,过炉时要有足够的工艺技术保证LED垂直于PCB板。排针排母连接器产品在工作时会产生热量,所以应该做好散热设计,因为温度过高会影响LED的衰减速度和稳定性,故PCB板的散热设计、箱体的通风散热设计都会影响LED的表现。设计电流值排针排母的标称电流为20mA,一般建议其大使用电流为不超过标称值的80%,尤其对于点间距很小的显示屏,由于散热条件不佳,还应降低电流值。过波峰焊温度及时间须严格控制好焊的温度及过炉时间,预热温度100±5,不超过120,且预热温度上升要求平稳,焊接温度为245±5,焊接时间建议不超过3秒。上海弯针排针排母生产厂