- 品牌
- 九驰
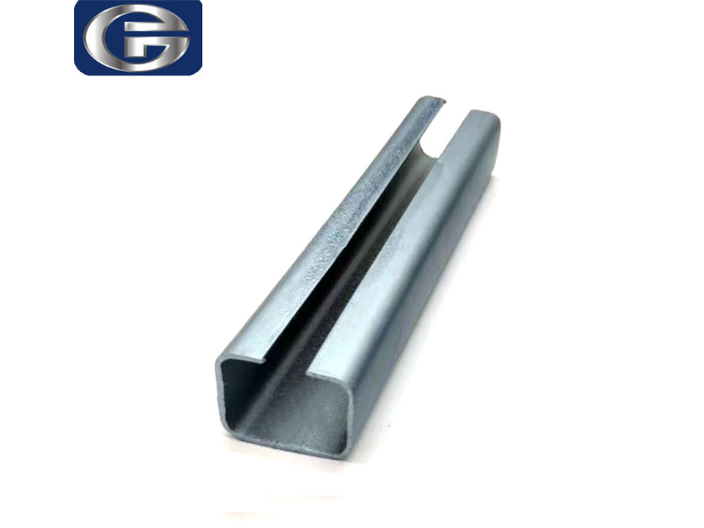
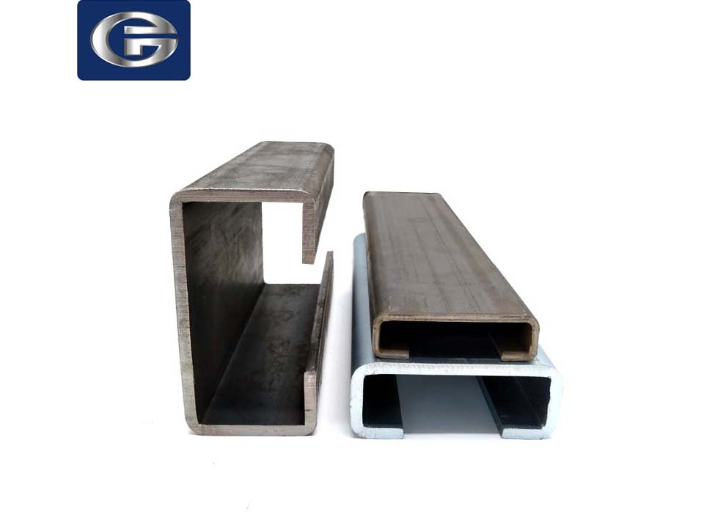
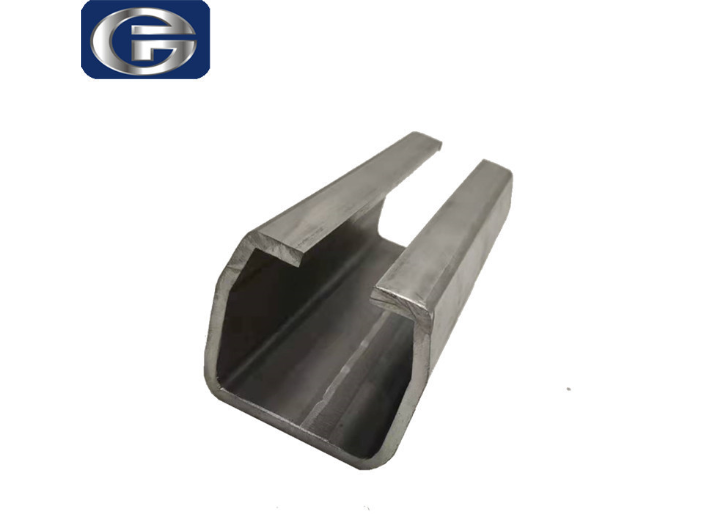
- 型号
- 57*67
- 类型
- 工业输送线
- 所运物料
- 铁
- 承载重量
- 1000
- 输送能力
- 10
- 输送距离
- 1000
- 适用领域
- 建筑,工业,机械,集装箱,轨道交通等
- 加工定制
- 是
- 外形尺寸
- 230
- 自身重量
- 0.1
- 厂家
- 无锡市九驰金属制品有限公司
- 产地
- 江苏
皮带输送线工程规格1、线体长度根据产品的装配工艺编排计算得出;2、线体宽度:150mm~1000mm根据产品规格自由定;3、线体配置:1)日光灯,2)电风扇,3)气管配有快换节口,4)工艺图板,5)工作桌配有220V电源插座,6)进口输送带,7)铝合金;4、动力配置:国产电磁调速/变频调速控制。皮带输送线定制注意事项编辑1、皮带输送线载重范围,物品若超过载重范围会造成整条线体不能正常运作;2、防静电系数,输送线一般都是防静电的,防静电系数会随着使用时间拉长而降低,企业需要在定制前明确要在多久的时间里确保防静电系数在一定范围内;3、滚筒工位,整条输送线中间部分的工位滚筒数量根据线体的长短、载重量等因素确定,工位量不够,同样会影响线体的正常运作。黄山轨道输送线售后服务哪家好呢,欢迎咨询无锡市九驰金属 。常州厂家定制轨道输送线定做价格

随着工业化生产的不断发展,自动输送线的应用也逐渐普及。自动输送线有哪些呢?为您介绍一些生产常用的自动输送线以及功能。工具/原料皮带线、板链线倍速链线、烘干线、滚筒线1首先从简单的自动输送线说起:皮带输送线。皮带输送线是一种以皮带作为传动带的自动输送线,结构工艺比较简单,一般工程小的皮带输送线技术含量都比较小。这一类自动输送线在电子产品装配行业使用较多;2板链线同样是自动输送线的一种,这类输送线通常都是有碳钢材料制作而成,传动部分为不锈钢链板。这类自动输送线比较适合重型产品的装配工作;3应用广的自动输送线:倍速链线是自动输送线中应用大的一种线体,由于倍速链线是非标设备,具有可定制的特点,所以行业跨度大,重工业、轻工业都可根据需求定制。倍速链线常见的有;4烘干系列输送线:烘干线是自动输送线系列中专业用于加工产品的烘干,一般采用的是隧道烘干,即产品通过传动带自动传送至烘干隧道完成一系列的烘干工作;5滚筒输送线:滚筒线也是自动输送线中重要的一款输送产品,滚筒输送线采用的是动力滚筒或者无动力滚筒两种输送形式。滚筒线通常适用于包装输送行业。南通厂家定制轨道输送线哪家好南京轨道输送线产品质量哪家好呢,欢迎咨询无锡市九驰金属 。

轨道输送线由于其高效、可靠、易于组合和结构简单等特点,被广泛应用于多个行业。以下是一些主要应用行业:制造业:在制造业中,轨道输送线被用于在生产线上的物料传输、半成品或成品的输送。它们可以在装配线、包装线、检测线等多个环节发挥关键作用,确保生产流程的高效、顺畅。物流业:在物流中心和仓库中,轨道输送线常被用于货物的自动分拣、搬运和存储。通过集成到自动化仓储系统中,它们可以显著提高物流效率,减少人力成本。电子产业:在电子产品的生产线上,轨道输送线用于传输各种电子元器件、PCB板等,确保生产过程的精确性和高效性。汽车行业:汽车制造过程中涉及大量的零部件和组装工序,轨道输送线被广泛应用于零部件的输送、装配线的连接等,确保汽车生产线的高效运行。
轨道输送线的基本特点主要体现在以下几个方面:可扩展性与升级性:轨道输送线可以根据生产线的扩展需求进行扩展和升级,以适应生产规模的变化。可以通过增加输送设备、改变输送路径等方式实现生产线的优化和升级。适用性普遍:轨道输送线适用于各种行业和领域,如制造业、物流业、电子产业、汽车行业等。可以应用于不同的生产环节和场景,如生产线上的物料输送、仓库中的货物搬运、机场和港口的行李处理等。综上所述,轨道输送线以其连续性与高效性、灵活性与可定制性、稳定性与可靠性、自动化与智能化、安全性与环保性、可扩展性与升级性以及普遍的适用性等特点,成为现代工业生产中不可或缺的重要设备。苏州轨道输送线哪家好呢,欢迎咨询无锡市九驰金属 。
轨道输送线的基本特点主要体现在以下几个方面:自动化与智能化:轨道输送线通常配备先进的控制系统,能够实现自动化控制和智能化管理。控制系统可以根据生产需求调整输送速度、方向和启停等参数,实现精确控制。部分轨道输送线还具备远程监控和故障诊断功能,提高了设备的可维护性和使用寿命。安全性与环保性:轨道输送线在设计和运行过程中注重安全性,通过采取防护措施和紧急制动等安全措施,确保人员和设备的安全。输送过程中产生的噪音和粉尘等污染物较少,符合环保要求。江西轨道输送线服务哪家好呢,欢迎咨询无锡市九驰金属 。常州厂家定制轨道输送线定做价格
浙江轨道输送线哪家好呢,欢迎咨询无锡市九驰金属 。常州厂家定制轨道输送线定做价格
通过销钉孔用销钉定位在指定的精密圆弧滑块上,倒置于桁架下方。所述齿轮控制伺服电机,固定在桁架上,分别连接在精密齿轮上。所述伺服控制系统,控制齿轮控制伺服电机,使得两组同一直径方向的一个三柱重载抓手移位机构和一个轭片重载抓手移位机构到达指定位置。所述三柱重载抓手移位机构和轭片重载抓手移位机构上装有铁芯间距控制伺服电机,下面装有重载抓手气缸,重载抓手气缸下连接重载抓手吸盘。本发明具有以下有益效果:1、本发明通过伺服控制系统控制齿轮控制伺服电机,实现三柱重载抓手移位机构与轭片重载抓手移位机构双工位往复启停,从而实现铁芯自动化的抓取和叠装。2、本发明通过伺服控制系统控制铁芯间距控制伺服电机,实现控制安装在三柱重载抓手移位机构与轭片重载抓手移位机构下的重载抓手气缸的位置,以改变安装在重载抓手气缸下的重载抓手吸盘的位置,适用于不同规格产品所需的铁芯间距位置。3、从整体上提高铁芯叠装的生产效率,提升了铁芯叠装的产品质量,减少了工人的劳动强度以及叠装所需的作业占地面积。附图说明为了更清楚地说明本发明的技术方案,下面将对实施例描述所需要使用的附图做简单介绍,显而易见地。常州厂家定制轨道输送线定做价格

- 哪家厂家直销生产轨道输送线现货供应 2024-10-14
- 南通口碑好轨道输送线品种齐全 2024-10-14
- 扬州源头好货轨道输送线哪里买 2024-10-14
- 镇江厂家定制轨道输送线品种齐全 2024-10-14
- 扬州哪家厂家直销生产轨道输送线销售厂家 2024-10-14
- 盐城厂家定做轨道输送线销售厂家 2024-10-14
- 南京厂家定制轨道输送线 2024-10-14
- 无锡源头直销轨道输送线联系方式 2024-10-14