- 品牌
- 比斯特
- 型号
- 定制
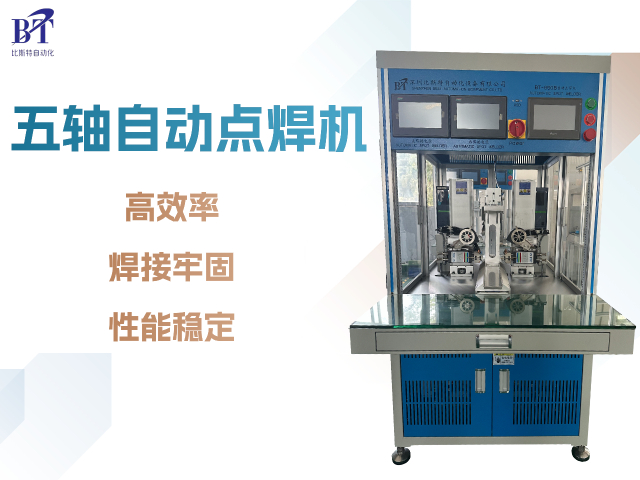
派遣专业技术人员上门指导安装和使用,并且在售后服务中保持24小时快速响应和跟踪。我们致力于为客户提供好的支持和服务,确保他们能够充分利用我们的设备,取得好的效果。如不锈钢)电阻率低的金属其导电性好(如铝合金)。因此,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易.点焊时,前者可用较小电流(几千安培),而后者就必须用很大电流(几万安培)。电阻率不仅取决与金属种类,还与金属的热处理状态、加工方式及温度有关。为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称硬规范),也可采用小电流和长时间(弱条件,也称软规范)。选用硬规范还是软规范,取决于金属的性能、厚度和所用焊机的功率。对于不同性能和厚度的金属所需的电流和时间,都有一个上下限,使用时以此为准。电极压力对两电极间总电阻R有明显的影响,随着电极压力的增大,R减小,而焊接电流增大的幅度却不大,不能影响因R减小引起的产热减少。因此,焊点强度总随着焊接压力增大而减小。解决的办法是在增大焊接压力的同时,增大焊接电流。分类点焊机按用途可以分成式(通用式、式)点焊机。深圳比斯特自主研发晶体管智能点焊机,效率高,性能稳定。湖州手动点焊机代理

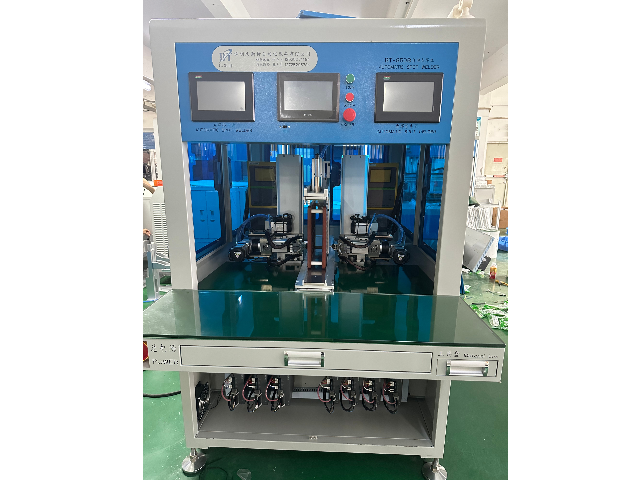
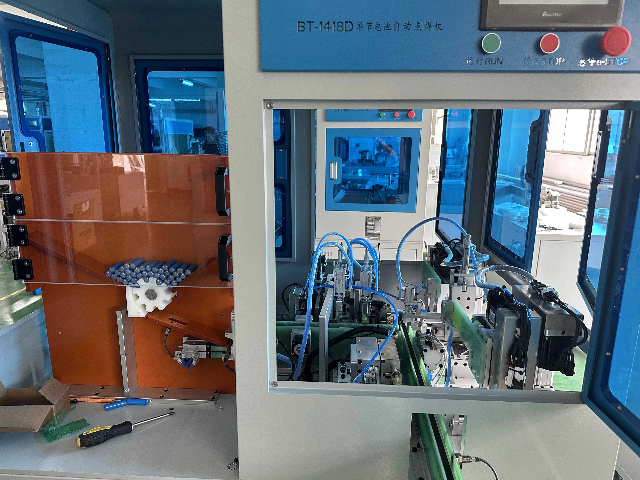
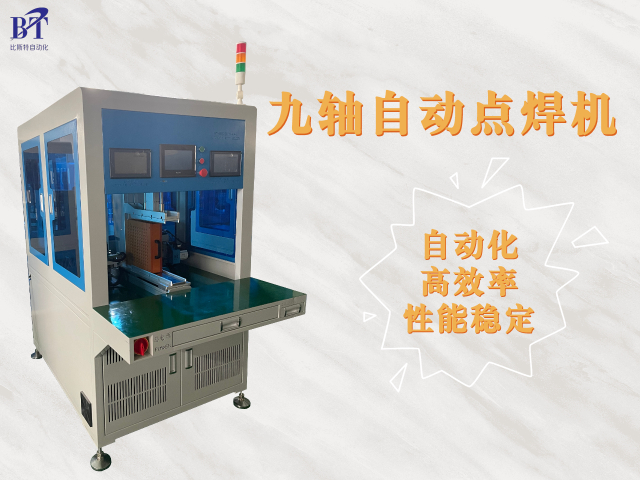
瞬时通电)或弱规范焊接法(长时通电)。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。2、焊接电流:焊接电流决定于焊件之大小、厚度及接触表面的情况。通常金属导电率越高,电极压力越大,焊接时间应越短。此时所需的电流密度也随之增大。3、电极压力:电极对焊件施加压力的目的是为了减小焊点处的接触电阻,并保证焊点形成时所需要的压力。点焊机安全编辑1.现场使用的,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。2.焊接现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔发生器等易燃、易爆物品。3.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒火灾等事故的安全措施。4.次级抽头联接铜板应压紧,接线柱应有垫圈。合闸前,应详细检查接线螺帽、螺栓及其他部件并确认完好齐全、无松动或损坏。接线柱处均有保护罩。5.使用前,应检查并确认初、次级线接线正确,输入电压符合电焊机的铭牌规定,知道点焊机焊接电流的种类和适用范围。接通电源后,严禁接触初级线路的带电部分。初、次级接线处必须装有防护罩。6.移动点焊机时,应切断电源,不得用拖拉电缆的方法移动焊机。宁波自动点焊机厂家九轴自动点焊机就找深圳比斯特,焊接性能稳定,效率高。
当焊接中突然停电时,应立即切断电源。7.焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,焊接人员应戴防毒面具或呼吸滤清器。8.多台点焊机集中使用时,应分接在三相电源网络上,使三相负载平衡。多台焊机的接地装置,应分别由接地极处引接,不得串联。9.严禁在运行中的压力管道、装有易燃易爆物的容器和受力构件上进行焊接。10.焊接预热件时,应设挡板隔离预热焊件发出的辐射热。点焊机安装维护编辑焊机必须妥善接地后方可使用,以保障人身安全。焊机使用前要用500V兆欧表测试焊机高压侧与机壳之间绝缘电阻不低于。检修时要先切断电源,方可开箱检查。焊机先通水后施焊,无水严禁工作。冷却水应保证在℃的工业用水。冬季焊机工作完毕后应用压缩空气将管路中的水吹净以免冻裂水管。焊机引线不宜过细过长,焊接时的电压降不得大于初始电压的5%,初始电压不能偏离电源电压的±10%。焊机操作时应戴手套、围裙和防护眼镜,以免火星飞出烫伤。滑动部分应保持良好润滑,使用完后应金属溅沫。新焊机开始使用24小时后应将各部件螺丝紧固一次,尤其要注意铜软联和电极之间联接螺丝一定要紧固好,用完后应经常电极杆和电极臂之间的氧化物,以保证良好接触。
深圳比斯特自动化设备有限公司成立于2005年,是一家专注于圆柱电池组自动化设备的研发、生产和销售的技术企业。公司拥有大规模的研发生产基地,先进的生产机械设备以及一批专业的管理人员和技术人才。我们严格按照国际化标准管理企业,并且严格执行ISO9001国际质量体系标准。我们的设备远销东南亚、欧美等多个国家和地区。比斯特的设备在质量和效率方面是市场上的佼佼者。除了提供好的设备外,我们还为全球客户提供2年的质保,技术培训,派遣专业技术人员上门指导安装和使用,并且在售后服务中保持24小时快速响应和跟踪。我们致力于为客户提供好的支持和服务,确保他们能够充分利用我们的设备,取得好的效果。中频逆变点焊机编辑锁定中频逆变焊机是把50HZ的交流电整流滤波逆变为800HZ到2000HZ的中频方波,经中频变压器(变压器的体积和重量只有传统焊接变压器的40%左右)降压为低压交流电再经过单相全波整流为低压直流电,通过一体化点焊钳或固定点焊机对工件进行焊接的机器。中文名中频逆变点焊机外文名重量658kg焊接规范99规范电极方式单\双面目录1机器性能2技术参数3工作过程4产品比较中频逆变点焊机机器性能编辑中频点焊机采用非晶磁芯,焊接变压器性能更优越。焊接锂电池就用深圳比斯特点焊机,性能稳定,服务好。

中频点焊机对比编辑普通电阻焊焊接长期困扰的问题:焊接质量的不稳定。焊接过程中飞溅。焊接质量缺乏有效数据监控。电极的过度磨损。功率因素低,增设大量的电容补偿柜来提高功率因素。过高的能源费用。交流焊接二次输出强大磁场对人体健康的影响。焊接面临的挑战板。镀锌钢板,多层钢板的焊接工艺。铝合金钢板材料的逐渐应用。焊接机器人自动化柔性生产线的使用。不断降低能源成本,质量成本,维修成本的需要。中频点焊机新技术介绍编辑1、采用数字中频焊接控制器,焊接质量可有效受控。2、焊接过程飞溅减少,提高焊接质量及净化焊接环境。3、可搭配悬挂焊机、采用一体化焊钳。4、强大的焊接功能,提供焊接质量分析数据与监控5、一体化模块化设计,焊接控制系统的性能稳定、可靠性高,焊接故障率低。6、电极压力使用降低、提高电极寿命。7、采用三相平衡负载及中频焊接技术、无需增设电容补偿柜。8、数字中频焊接。深圳比斯特自动化设备有限公司成立于2005年,是一家专注于圆柱电池组自动化设备的研发、生产和销售的技术企业。公司拥有大规模的研发生产基地,先进的生产机械设备以及一批专业的管理人员和技术人才。我们严格按照国际化标准管理企业。深圳比斯特晶体管点焊机效率高性能稳定。佛山手动点焊机定制
大功率锂电池点焊就用深圳比斯特自动点焊机。湖州手动点焊机代理
并且在售后服务中保持24小时快速响应和跟踪。我们致力于为客户提供好的支持和服务,确保他们能够充分利用我们的设备,取得好的效果。经中频变压器(变压器的体积和重量只有传统焊接变压器的40%左右)降压为低压交流电再经过单相全波整流为低压直流电,通过一体化点焊钳或固定点焊机对工件进行焊接。输出电流为直流形式,焊接速度更快,而且焊接过程更加稳定,电流的调节过程更快更准确。[1]中频逆变点焊机产品比较编辑1、焊接质量工频交流焊机的调节周期较长,对50Hz的电网,焊接时间调节分辨率为20ms。逆变直流点焊机时间调节分辨率可达(4kHz逆变频率),控制精度高。逆变焊机的反馈控制的响应速度明显加快,输出稳定性好。工频交流焊机由于电流过零的影响,热效率低,用晶闸管调节电流,当电流百分比偏小时,过零时间长,影响更大;逆变直流点焊机输出电流为脉动直流,在回路电感的作用下为连续直流输出,热效率高,焊接热输入稳定。2、焊接速度工频交流焊机由于电流过零的影响,加热时间相对较长。逆变电阻点焊机为直流输出,加热集中,焊接时间缩短。3、节能效果工频交流点焊机工作在50Hz,变压器损耗大,焊机功率因素低,回路损耗大。逆变焊机变压器工作在较高的频率。湖州手动点焊机代理

深圳比斯特自动化设备有限公司是一家位于中国广东省深圳市的自动化设备生产企业,专注于自动化设备的研发、生产和销售。公司自成立以来,一直致力于为客户提供高效、智能、可靠的自动化解决方案,以提高生产效率和降低运营成本。公司的主要产品包括点焊机、自动点焊机、气动点焊机、分选机、面垫机、综合性能测试仪、激光焊接机、充放电老化仪、半自动生产线、全自动化生产线等。这些产品广泛应用于电子制造、汽车零部件、锂电池生产等行业,帮助客户实现生产过程的自动化和智能化。电池点焊机通常由焊接头、电流控制系统、机身和操作系统等部分组成。焊接头是关键部件,负责产生高温并进行焊接;电流控制系统则确保焊接过程的稳定性和精确性。比...
- 佛山气动点焊机哪家好 2024-11-30
- 常州21700点焊机批发 2024-11-30
- 四川锂电池点焊机生产厂家 2024-11-30
- 嘉兴电阻点焊机 2024-11-30
- 湛江脚踩点焊机供应 2024-11-30
- 惠州大功率点焊机多少钱 2024-11-30
- 湛江电子化点焊机品牌 2024-11-30
- 汕头双面点焊机生产厂家 2024-11-30
- 湛江气动点焊机找哪家 2024-11-30
- 温州储能点焊机生产厂家 2024-11-30



- 武汉单面点焊机品牌 2024-11-29
- 徐州五轴点焊机代理 2024-11-29
- 绍兴自动点焊机电话 2024-11-29
- 南京锂电池点焊机价格 2024-11-29
- 茂名五轴点焊机品牌 2024-11-29
- 绍兴脉冲点焊机找哪家 2024-11-29


- 湛江脚踩点焊机供应 11-30
- 惠州大功率点焊机多少钱 11-30
- 湛江电子化点焊机品牌 11-30
- 汕头双面点焊机生产厂家 11-30
- 湛江气动点焊机找哪家 11-30
- 温州储能点焊机生产厂家 11-30
- 宁波21700点焊机 11-30
- 韶关大功率点焊机哪家好 11-30
- 深圳晶体管点焊机批发 11-30
- 湛江五轴点焊机生产厂家 11-30