在完成扭簧的加工后,需要进行检验,以保证扭簧符合要求。1.外观检查:首先,需要对扭簧的外观进行检查,确保表面光滑、无裂纹、无变形等问题。2.功能检查:接下来,需要对扭簧的功能进行检查,如弹性、硬度等,以确保扭簧符合设计要求。四、包装阶段在完成检验后,需要将扭簧包装起来,以便存放和运输。+日1.包装材料:选择适合的包装材料,如泡沫箱、纸箱等,并根据扭簧规格进行必要的尺寸调整。2.包装方式:将已检验合格的扭簧放入包装材料中,并采用适当的包装方式,如填充物、缓冲材料等,以确保扭簧在运输过程中不受损。3.标识:在包装完成后,需要在包装上标识出扭簧的相关信息,如规格、材料、数量等。通过上述流程,扭簧加工工艺已经完成。加工人员在对每个环节进行仔细把握的同时,还需注意安全生产,保证加工质量。只有这样,才能够使得加工出来的扭簧在使用时能够满足设计要求,为机械装置和电子设备提供可靠的弹性支撑。 玖胜弹簧生产厂家,20年的定制经验,值得信赖。东莞不锈钢316电推剪弹簧怎么卖

在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。广东不锈钢316扭转弹簧公司我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!

弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。
扭簧在使用中频繁断裂,可能是由以下因素导致:1.材料选择不当扭簧通常使用的材料是高碳钢丝,它具有优异的弹性和强度,但同时也比较容易出现断裂现象。如果选择不当的材料或使用次数过多,扭簧就容易断裂。2.设计不合理扭簧的设计需要根据使用环境和实际要求,选择合适的参数和制造工艺,以确保弹簧能够正常工作。如果设计不合理,会导致扭簧过度变形或过度受力,从而导致扭簧不堪重负而断裂。3.生产工艺不规范扭簧的制造需要严格的工艺要求,如拉丝、热处理、钩圈等环节。如果生产工艺不规范或存在质量问题,会影响扭簧的强度和韧性,从而导致扭簧在使用过程中频繁断裂。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。
扭转弹簧 通过对材质柔软、韧度较大的弹性材料的扭曲或旋转进行蓄力,利用杠杆原理释放,使被发射物具有一定的机械能。现代的扭转弹簧扭力杆多用弹性极好的钢材制造,形式也有很大变化,有机械表里面的游丝,有玩具陀螺里的动力弹簧,也有坦克、汽车里的扭力杆。扭力杆体积小扭力大,作为交通运输工具的避震工具再好不过了。1、缓和冲击和吸收振动:这类弹簧具有较大的弹性变形能力,可吸收振动和冲击量。如汽车、火车中的缓冲弹簧、联轴器中的吸振弹簧等等。2、控制机构的运动:这类弹簧要求在某一定变形范围内的作用力变化不大。如内燃机中的阀门弹簧、离合器中的控制弹簧,自动机床凸轮机构中的弹簧等等。3、储存能量:这类弹簧既要求有较大的弹性,又要求作用力较稳定。如钟表弹簧、自动机床中刀架自动返回装置中的弹簧等等。4、测量力的大小:这类弹簧要求其受力与变形呈线性关系。如测力仪及弹簧秤中的弹簧等等。弹簧的种类很多,按承受载荷的不同可分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧等。按弹簧形状不同可分为:螺旋弹簧、蝶形弹簧、环形弹簧、盘簧、板弹簧等。玖胜拉伸弹簧的定制化服务能够满足客户特殊的需求和规格。东莞不锈钢316双边扭簧定做
玖胜的扭转弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。东莞不锈钢316电推剪弹簧怎么卖
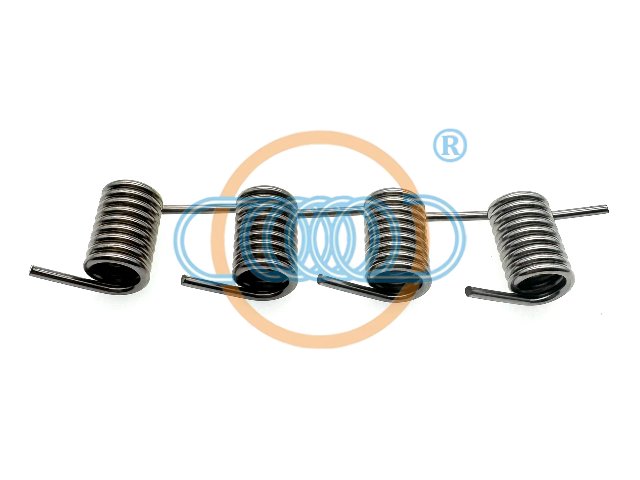
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。东莞不锈钢316电推剪弹簧怎么卖