实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。压型钢板作为施工阶段的模板,不取代受力钢筋,在防腐方面无需满足建筑使用年限的要求。广西本地全自动钢筋桁架焊接生产线
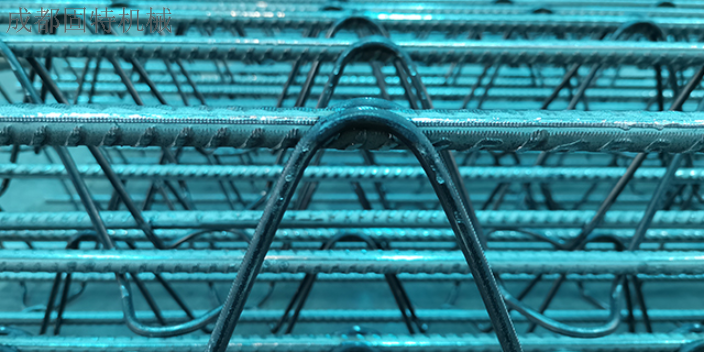
模板自重、混凝土重量及施工荷载全部由钢筋桁架承受,混凝土凝固在钢筋桁架楼承板变形下进行,楼板自重不会使板底混凝土产生拉力。2、楼板的承载力在使用阶段,钢筋桁架上下弦钢筋与混凝土共同工作,此楼板与钢筋混凝土叠合式楼板具有相同的受力性能,虽然受拉钢筋应力超前,但其承载力与普通钢筋混凝土楼板相同。三、钢筋桁架楼承板的设计要点混凝土从浇筑到达到设计强度的过程中,楼板受力明显不同,故应进行使用及施工两阶段的计算。1、使用阶段包括楼板的正截面承载力计算、楼板下部钢筋应力控制验算、支座裂缝控制验算以及挠度验算等。楼板正截面承载力按GB50010-2002《混凝土结构设计规范》及JGJ95-2003《冷轧带肋钢筋混凝土结构技术规程》的有关规定进行计算。2、施工阶段采用桁架模型,包括上下弦杆强度验算、受压弦杆和腹杆稳定性验算以及桁架挠度验算等。⑴当施工阶段设有可靠的临时支撑时,设计时不需进行施工阶段验算。⑵当施工阶段不设临时支撑时,钢筋桁架楼承板中桁架杆件内力及模板挠度采用桁架模型计算。此阶段荷载包括钢筋桁架楼承板自重、湿混凝土重量以及施工荷载。施工荷载采用均布荷载㎡和跨中集中荷载沿板宽为,不考虑二者同时作用。安徽物联网技术的全自动钢筋桁架焊接生产线钢筋柘架楼承板是指,把已焊接成柘架的钢筋与镀锌钢板相结合,形成的一种楼板与钢筋一体的建筑材料。

钢筋桁架楼承板的构造及设计要点中构新材专业楼承板压型钢板生产厂家6人赞同了该文章通过某大型工程实例,介绍钢筋桁架混凝土现浇板在钢结构建筑中应用的设计要点和施工技术,对同类工程具有一定的参考作用。某博物馆地下1层,地上5层,总建筑面积66927㎡,建筑高度,主体结构采用内置钢管钢筋混凝土剪力墙-钢桁架外挑悬挂结构。由于本工程采用大跨度悬挂结构体系,清华大学土木工程系的楼层减振体系研究结果表明,若采用压型钢板与轻质混凝土组合楼板,为减少人行荷载引起的楼板振动,就需布置大量的阻尼器,技术难度较大。此外,3层以上各层模板安装作业面高度均在5m以上,可达23m,属于超高空作业,因此3层以上楼板采用能双向受力、刚度较好的自带钢筋桁架式压型钢板与普通混凝土组合楼板。一、钢筋桁架楼承板的构造及特性1、结构构造钢筋桁架楼承板是将混凝土板中的钢筋与施工模板组合为一体,组成一个在施工阶段能承受湿混凝土自重及施工荷载的承重构件,并作为钢梁的侧向支撑;在使用阶段钢筋桁架与混凝土共同工作,承受使用荷载。2、使用材料⑴钢筋:上下弦采用成盘供应的热轧钢筋HPB235、HRB400或冷轧带肋钢筋550级;腹杆采用成盘供应的冷轧光圆钢筋550级或650级。
故将次梁的中心线及次梁翼宽度返弹到次梁面上的楼承板上。(2)在堆料场地将楼承板分层分区按料单请理出,并注明编号,区分清楚层、区、号,用记号笔标明,并准确无误的运至施工指定部位。(3)吊运时采用zhuan用软吊索,保证楼承板材料不变形、局部不卷边。钢结构设计多层的一般采用3层一节柱安装工艺,(单层就不用多说了)安装楼承板时与钢结构柱梁同事施工,至少应该相差3层。因策楼承板吊运时只能从上层的梁柱间传统,而起重工分分层在梁柱间控制。(4)采用等离子切割机剪板钳裁剪边角,裁切放线时富余量应该控制在5mm范围内,浇筑混泥土时应采取措施,防止漏浆。(5)楼承板与楼承板间连接采用咬口钳压合,使单片楼承板间连成整板。先点焊楼承板侧边,在固定两端头,后面采用栓钉固定。(6)加强混泥土养护。钢筋桁架楼承板系统是将混凝土楼板中的钢筋与施工模板组合为一体。

改善了楼板的使用性能和耐久性。采用钢筋柘架楼承板后可根据需要将楼板设计成双向板,等同于传统的现浇钢筋混凝土双向配筋楼板,而压型钢板组合楼板是难以实现双向板的,采用双向板减小楼板结构层厚度、降低结构自重,增大跨度和开间,而且更加经济合理。钢筋析架楼承板的楼板比使用普通压型钢板的混凝土楼板总厚度可减少30mm~50mm,在相同净空要求的情况下,建筑层高可降低30mm~50mm。对高层建筑与抗震设防区的建筑更有明显的节省投资优势。镀锌钢板jin厚,现场栓钉穿透焊接耗电量大量减少,减小现场对电的需求,节省能源。楼板混凝土施工完毕并达到设计强度后,镀锌钢板可拆除回收利用,可满足结构楼板底面观感的需要,又有利于环保。楼板受力钢筋是在工厂下料加工,材料质量容易保证,受力钢筋自动机械化加工和焊接定位,间距排列均匀,上下层钢筋位置固定准确,钢筋不会在浇筑混凝土过程中移位,上下层钢筋混凝土保护层厚度能保证符合设计要求。有效地解决了混凝土漏浆现象的发生。3钢筋柘架楼承板与压型钢板的技术性能比较、使用阶段作受力钢筋的压型钢板组合楼板,例如闭口压型钢板、开口压型钢板、缩口压型钢板,当钢-砼组合楼板过火后。混凝土楼板厚度,钢筋保护层厚度得到有效保证,提高了楼板的施工质量。贵州楼承板全自动钢筋桁架焊接生产线厂家直销
临时支撑,钢筋桁架板无支撑板跨可以设到4.8米,普通楼承板3米,需要大量临时支撑。广西本地全自动钢筋桁架焊接生产线
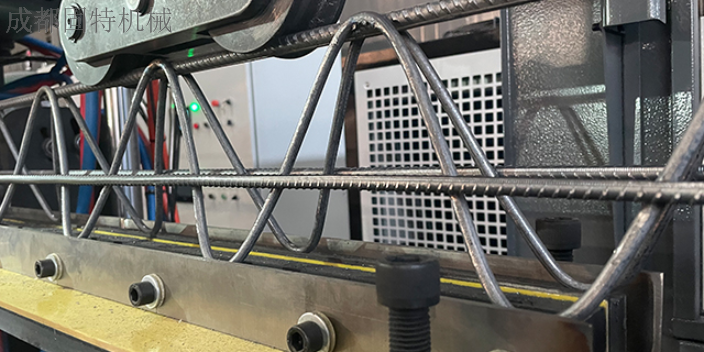
全自动焊接常用有以下几种技术:内焊机根焊+外焊机自动焊技术。采用多焊炬内焊机进行组对和根焊,外焊机自动焊进行热焊、填充和盖面焊。自动焊机组整体效率较高,但由于内焊机爬坡能力以及自身可通过的曲率半径等受限,适用于地形起伏普遍小于15°的平原、戈壁等主线路焊接段的连续焊接。铜衬垫内对口器+外焊自动焊技术。采用铜衬垫技术实现根焊单面焊接双面成形。在进行单面焊接时,在焊缝背面贴附一种陶质或者铜质衬垫,封堵焊件对接处的坡口缝隙,从而约束焊接熔池形态,形成良好的焊缝质量。外焊机自动根焊+单焊炬外焊机填充盖面技术。采用外焊机根焊,单焊炬外焊机热焊、填充和盖面。焊接设备配置简单灵活,便于组织施工,施工成本较低。可用于障碍物较多、不能实现大流水作业的一般地段连续施工,特殊地段预制或连续施工,以及连头段施工。广西本地全自动钢筋桁架焊接生产线