
- 品牌
- 国通培训学校,特种作业类,特种设备类,安全管理类,技能等级类
- 服务项目
- 职业技能培训
- 服务地区
- 杭州市
- 服务周期
- 一年
- 适用对象
- 企业/个人
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
在焊接与热切割前,必须熟悉并遵循所有相关的安全操作程序。这包括正确存储和使用易燃易爆材料、检查设备是否适合特定任务,并确保所有的安全装置都处于工作状态。定期对焊接与热切割设备进行维护和检查,以确保它们符合安全标准。任何损坏或磨损的设备都应立即修复或更换。个人防护装备(PPE)对于保护操作人员免受伤害至关重要。防护眼镜可以防止紫外线和飞溅的金属碎片损伤眼睛;口罩或呼吸器可以过滤有害烟尘和气体;耳塞或耳罩可以减少噪音对听力的伤害;防护服则可以保护皮肤不受到火花和热量的伤害。在焊接和热切割过程中,需要注意环境保护措施,如减少有害气体和烟尘的排放等,以减少对环境和人体的影响。杭州焊接与热切割培训方案
焊接与热切割
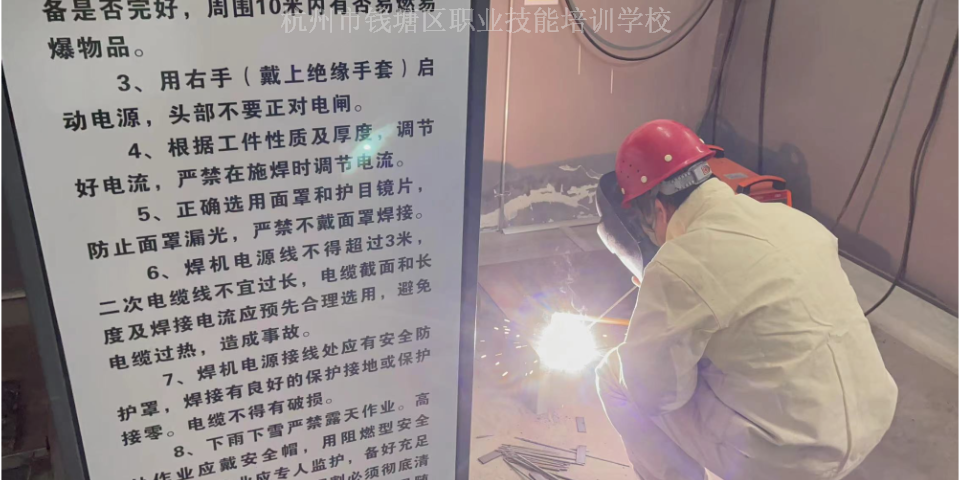
设定切割速度、气体流量和压力等参数,确保切割过程稳定。稳稳握住切割器或切割头,保持切割路径直线或按设计路线移动,控制切割速度和高度。切割完成后,检查切割面是否平整,有无过多熔渣或挂渣,必要时进行后处理,如打磨或去毛刺。使用绝缘良好的设备和工具,操作时避免潮湿环境。远离易燃易爆物品,操作区域保持通风。佩戴防护面罩、手套、护目镜和防护服,防止弧光灼伤和焊接飞溅物伤害。检查气体管道和接头的密封性,避免气体泄漏。操作区域远离易燃物品,准备好灭火器材。佩戴防护面罩、手套和防护服,防止高温熔渣和火花伤害。上城区专业焊接与热切割排行在调整好焊接参数后,开始进行焊接。

热切割是通过高温热源熔化或氧化金属,实现材料切割的加工方法。常见的热切割方法包括氧气切割、等离子切割和激光切割。氧气切割:利用高温火焰加热金属至燃点,然后喷射高压氧气使其燃烧并吹掉熔渣实现切割。等离子切割:通过电弧产生高温等离子体,熔化金属并借助高速气流将熔融金属吹离。激光切割:利用聚焦激光束对金属加热熔化或汽化,同时用辅助气体吹除熔渣实现切割。氧气切割机:包括切割炬、氧气和燃气(如乙炔、丙烷)气瓶等。等离子切割机:包括电源、切割器和气体供应系统。激光切割机:包括激光发生器、数控系统和辅助气体系统。
常见的焊接方法包括:手工电弧焊(SMAW):使用焊条作为电极和填充材料。气体保护电弧焊(GMAW/GTAW):使用惰性气体保护熔池,如氩弧焊。埋弧焊(SAW):通过焊剂覆盖焊缝区域,避免空气污染。激光焊接:使用高能激光束作为热源,具有高精度、低变形等优点。焊条和焊丝:用于填充焊接接头的材料,根据不同材质选择不同类型的焊条或焊丝。焊剂和保护气体:焊剂用于埋弧焊等工艺,保护气体用于气体保护焊,常见的有氩气、二氧化碳等。焊接质量的好坏直接影响到产品的使用寿命和安全性。常见的焊接缺陷有:裂纹:由于焊接应力引起的开裂。气孔:由于气体在焊缝中未完全排出形成的空洞。未熔合:由于加热不足导致焊缝与母材未完全结合。热切割是通过高温的火焰或电弧将金属材料切割成所需形状的过程。
焊接与热切割技术是现代工业生产中不可或缺的关键技术之一。它们普及应用于制造业、建筑业、航空航天、汽车制造等多个领域,为工业发展提供了强有力的支持。本报告旨在介绍焊接与热切割技术的基本原理、发展历程、应用现状以及未来发展趋势,以期为相关领域的研究和应用提供参考。焊接技术是通过加热、加压或两者并用,借助填充材料(也可不用),使工件达到原子结合的一种加工方法。其基本原理是利用热源(如电弧、激光、火焰等)将焊件接头处的金属加热至熔化状态,形成熔池,然后冷却凝固形成焊缝,从而实现材料的连接。焊接与热切割过程中会产生高温、火花和烟尘等危险因素,需要注意安全操作。余杭区焊接与热切割哪个好
合适的焊接参数可以提高焊接质量和效率,并减少焊接缺陷。杭州焊接与热切割培训方案
使用绝缘良好的设备和工具,操作时避免潮湿环境。焊接过程中应保持电焊机的接地良好,避免电击伤害。远离易燃易爆物品,操作区域保持通风。焊接现场应配备灭火器材,防止火灾和进裂事故的发生。佩戴防护面罩、手套、护目镜和防护服,防止弧光灼伤和焊接飞溅物伤害。焊接过程中应注意防止有害气体和烟尘的吸入,确保操作人员的健康。检查气体管道和接头的密封性,避免气体泄漏。热切割过程中应注意切割气体的使用和储存安全,防止气体泄漏和火灾事故。操作区域远离易燃物品,准备好灭火器材。热切割现场应保持良好的通风,防止火灾等事故的发生。佩戴防护面罩、手套和防护服,防止高温熔渣和火花伤害。切割过程中应注意防止有害气体和烟尘的吸入,确保操作人员的健康。杭州焊接与热切割培训方案

常见的焊接方法包括:手工电弧焊(SMAW):使用焊条作为电极和填充材料。气体保护电弧焊(GMAW/GTAW):使用惰性气体保护熔池,如氩弧焊。埋弧焊(SAW):通过焊剂覆盖焊缝区域,避免空气污染。激光焊接:使用高能激光束作为热源,具有高精度、低变形等优点。焊条和焊丝:用于填充焊接接头的材料,根据不同材质选择不同类型的焊条或焊丝。焊剂和保护气体:焊剂用于埋弧焊等工艺,保护气体用于气体保护焊,常见的有氩气、二氧化碳等。焊接质量的好坏直接影响到产品的使用寿命和安全性。常见的焊接缺陷有:裂纹:由于焊接应力引起的开裂。气孔:由于气体在焊缝中未完全排出形成的空洞。未熔合:由于加热不足导致焊缝与母材未完全结...
- 西湖区本地焊接与热切割技术指导 2024-08-19
- 富阳区专业焊接与热切割技术指导 2024-08-19
- 钱塘区焊接与热切割收费 2024-08-19
- 浙江专业焊接与热切割培训计划 2024-08-19
- 临安区专业焊接与热切割收费 2024-08-19
- 临安区本地焊接与热切割培训班 2024-08-18
- 萧山区本地焊接与热切割推荐机构 2024-08-18
- 上城区正规焊接与热切割哪家靠谱 2024-08-18
- 临安区焊接与热切割技能培训 2024-08-18
- 浙江正规焊接与热切割培训计划 2024-08-18



- 杭州焊接与热切割推荐机构 2024-08-18
- 临安区附近焊接与热切割培训多少天 2024-08-18
- 上城区专业焊接与热切割排行 2024-08-17
- 富阳区本地焊接与热切割报考条件 2024-08-17
- 余杭区焊接与热切割价格 2024-08-17
- 钱塘区专业焊接与热切割报考条件 2024-08-17






- 滨江区专业高处作业学习方式 11-30
- 钱塘区专业高处作业复审 11-30
- 临安区本地高处作业排行 11-30
- 西湖区高处作业报考条件 11-30
- 拱墅区正规高处作业培训方案 11-30
- 临平区专业高处作业机构 11-30
- 余杭区本地高处作业推荐机构 11-30
- 上城区高处作业计划表 11-30
- 西湖区正规高处作业推荐机构 11-30
- 临安区正规高处作业学习方式 11-30