- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
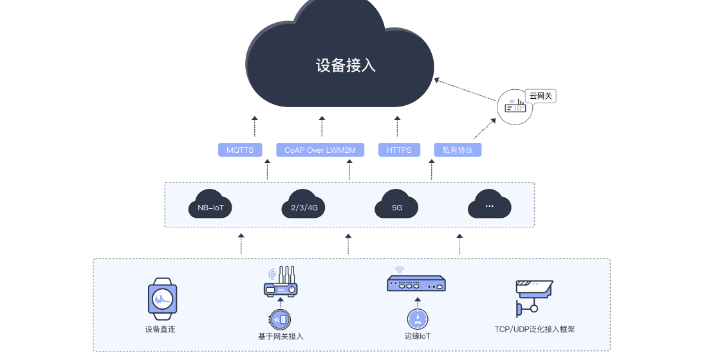
冷链管理物联网支持的供应链管理涉及具有温度监测功能的传感器,可跟踪药品和食品等温度敏感商品的状况。任何偏离正常温度范围的情况都会自动向车队管理人员或驾驶员发出警报,以检查包裹的状况。使用此类传感器,对于保持整个供应链的产品完整性和防止易腐烂产品变质至关重要。仓库和库存管理物流企业可以在仓库和存储设施中实施物联网技术,以简化各种流程,并实现库存管理自动化。物联网设备可以持续监控货物的移动和库存水平,并实时了解设备、集装箱和包裹的状况。这些设备包括可穿戴设备、传感器、条形码阅读器和RFID等自动化设备,每种设备都可用于特定任务。例如,将RFID标签放置在仓库货架上的包裹上,可以实时跟踪货物的位置和库存水平。仓库还可以配备智能货架,通过将货架表面的重量和压力数据传输到仓库管理解决方案系统,实时了解库存水平。通过分析物联网生成的仓库和库存管理数据,企业可以做出更准确的产品需求预测,并优化库存水平和库存成本。Amazon在其物流中心实施了基于物联网的仓库管理系统,以跟踪包裹的移动并实现自动化库存流程。这家电子商务巨头采用的物联网传感器,有助于优化订单履行流程,并简化订单处理和交付。设备全生命周期管理将设备的投资成本、使用成本、维修成本以及报废成本等全部纳入考虑范畴。化工设备全生命周期管理系统应用
在制造业和各类企业中,设备作为生产运营的要素,其管理效率和成本效益直接影响到企业的整体运营效果。设备全生命周期管理(Equipment Lifecycle Management, ELM)是一种、系统的管理方法,旨在通过优化设备的规划、采购、使用、维护、升级和报废等各个环节,实现设备的可持续运营和成本效益的比较大化。本文将深入探讨设备全生命周期管理的要素、实施策略以及对企业运营的长远影响。设备全生命周期管理是企业实现可持续运营和成本效益优化的重要手段。通过、系统的管理方法和技术手段的应用,企业可以实现对设备的全面管理和优化利用。这将有助于企业提高生产效率、降低运营成本、增强竞争力和实现可持续发展。因此,企业应高度重视设备全生命周期管理,将其作为提升企业整体运营效果的关键策略之一。临沂水泥设备全生命周期管理系统企业需要建立完善的管理体系,采用先进的技术和方法,确保设备在整个生命周期内能够高效、安全地运行。

在当今竞争激烈的商业环境中,设备的有效管理对于企业的成功至关重要。设备全生命周期管理(Equipment Lifecycle Management, ELM)不仅关注设备的采购和安装,还涉及设备的运行、维护、升级以及终的报废和回收。本文将探讨设备全生命周期管理的重要性、实施策略以及对企业运营效率的优化作用。设备全生命周期管理是企业提高运营效率、降低运营成本的重要手段。通过明确管理目标、建立管理制度、引入先进技术、加强人员培训和持续优化流程等策略的实施,企业可以实现对设备的全面管理和优化利用。这将有助于企业提高生产效率、降低库存成本、优化资源配置并增强竞争力。因此,企业应高度重视设备全生命周期管理,并将其纳入企业的整体战略规划中。
需求分析:首先,要明确设备的功能、性能、质量等要求,这将为后续的选型、采购等工作提供指导。市场调研与设备选型:对市场上的设备供应商进行调研,了解他们的信誉、服务、技术支持等方面的情况。根据需求分析和市场调研的结果,选择适合的设备。采购与安装:与设备供应商进行采购谈判,确定设备的采购价格、交货期、售后服务等事项。制定详细的设备安装计划,包括安装时间、人员、工具等,确保设备安装稳定、调试到位,并进行验收,确保设备满足生产需求。设备全生命周期管理强调对设备的精细化管理和维护。
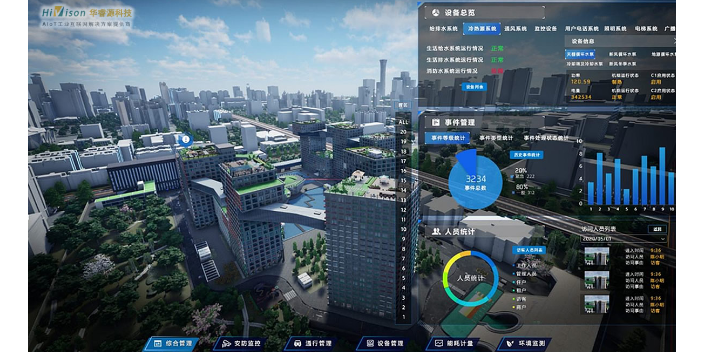
设备管理系统的功能得到了极大的拓展和提升。通过物联网技术获取的数据,AI可以进行深度分析和处理,为企业提供更加精细、个性化的设备管理方案。这不仅可以降低企业的维护成本,提高设备的运行效率,还可以通过优化生产流程,提高企业的整体效益。具体来说,设备管理系统结合物联网与人工智能技术可以实现以下几个方面的效益较大化:一、精细维护降低成本通过物联网技术获取的设备运行数据,AI可以分析设备的运行状况,预测设备的维护需求。这使得企业能够实现精细维护,避免了过度维护或维护不足的情况,降低了维护成本。同时,预防性维护的实施也减少了因设备故障导致的生产中断,提高了企业的生产效率。二、故障处理效率提升传统的故障处理往往依赖于人工的经验和判断,效率低下且容易出错。而AI技术可以通过对数据的分析,自动识别并定位故障点,提供故障处理方案。这不仅提高了故障处理的效率,还降低了故障对生产的影响。三、生产流程优化通过对设备运行数据的分析,AI可以发现生产流程中的瓶颈和问题,提出优化建议。企业可以根据这些建议对生产流程进行调整和改进,提高生产效率和质量。四、决策支持智能化AI技术可以为企业提供数据驱动的决策支持。对设备的维护进行定期检查和保养,可以确保设备处于优良状态,延长设备的使用寿命。日照设备全生命周期管理系统北京
设备管理系统可以建立完善的巡检与保养标准,包括对设备的运行状态、异常情况等进行监测和记录的标准。化工设备全生命周期管理系统应用
随着制造业的快速发展和市场竞争的加剧,企业对于设备的管理需求越来越高。设备全生命周期管理(Equipment Lifecycle Management, ELM)作为一种先进的管理理念和方法,旨在实现设备的比较大化利用和比较低化成本,已成为企业提升竞争力的重要手段。本文将探讨设备全生命周期管理的策略、面临的挑战以及未来的发展趋势。设备全生命周期管理涉及设备的规划、采购、安装、运行、维护、更新和报废等各个环节。为了实现设备的高效利用和成本控制,企业需要采取以下策略。化工设备全生命周期管理系统应用
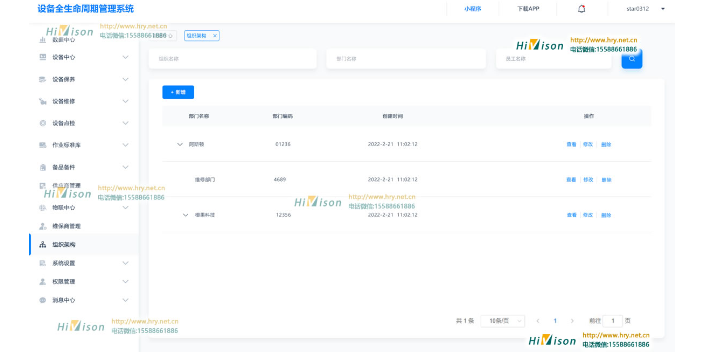
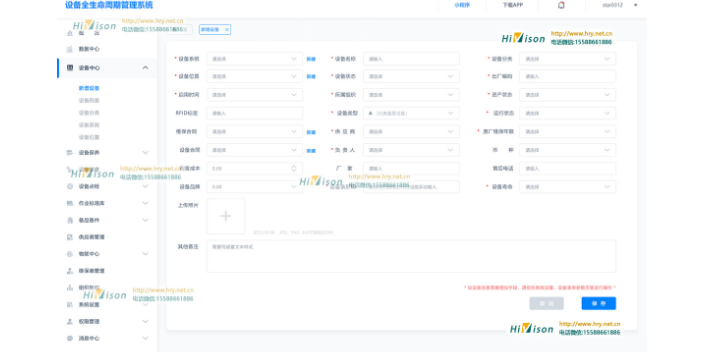
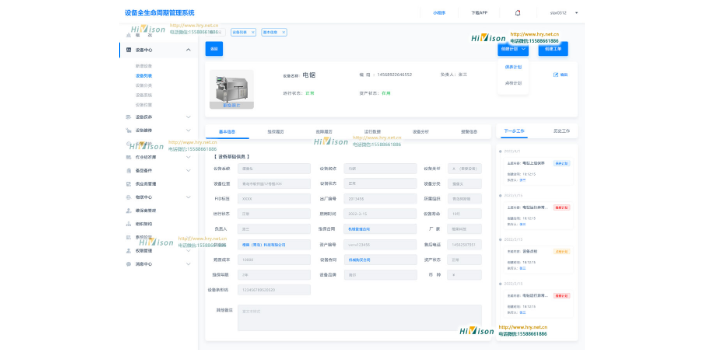
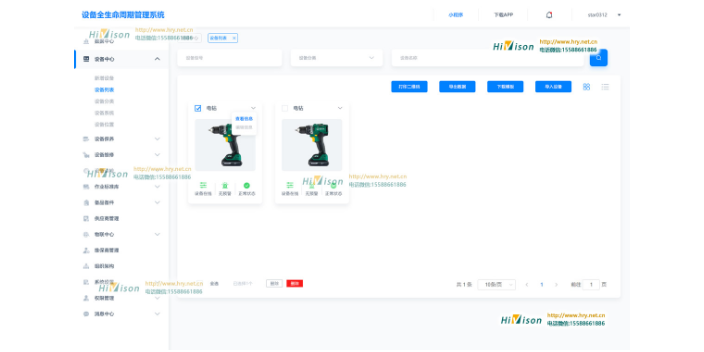
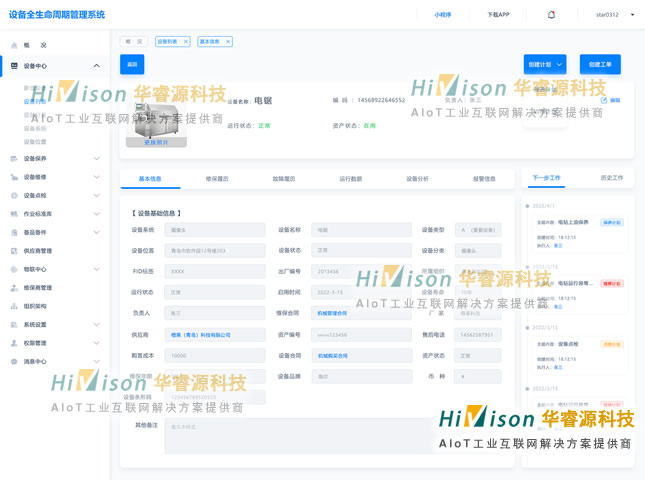
设备全生命周期管理系统以“实现设备价值比较大化”为目标,整合设备管理全流程的功能模块,打造了智能化、规范化、高效化的设备管理平台,彻底解决传统设备管理中各环节脱节、数据滞后、效率低下的问题。在设备规划采购环节,系统可结合企业生产需求、现有设备状况,通过智能算法生成科学的采购规划,帮助企业合理配置设备资源,避免资源浪费;同时,系统支持供应商管理、采购合同管理,规范采购流程,降低采购风险。在设备入库与安装环节,系统支持扫码录入、参数核对、照片上传,自动生成设备入库记录与安装调试记录,确保设备快速投入使用,同时为后续运维工作奠定基础。备件优化:通过历史维修数据分析备件消耗规律,动态调整库存,降低库存...
- 四川硬件设备全生命周期管理系统软件 2026-05-05
- 青岛加工设备全生命周期管理系统费用 2026-05-04
- 园区设备全生命周期管理系统联系人 2026-05-04
- 四川大型设备全生命周期管理系统开发 2026-05-04
- 河南仪器设备信息化管理系统 2026-05-03
- 设备全生命周期管理系统的建立 2026-05-03
- 医疗设备全生命周期管理系统排名 2026-05-02
- 内蒙古设备全生命周期管理系统 2026-05-02
- 青岛环卫设备全生命周期管理系统哪家好 2026-05-02
- 青岛游乐设备全生命周期管理系统 2026-05-01

- 青岛制造业设备全生命周期管理系统软件哪家好 2026-04-30
- 四川机械设备全生命周期管理系统开发 2026-04-29
- 化工设备全生命周期管理系统报价表 2026-04-29
- 青岛移动设备全生命周期管理系统开发 2026-04-29
- 青岛设备全生命周期管理系统ppt 2026-04-29
- 青岛erp设备全生命周期管理系统 2026-04-28



- 海南学校设备管理系统 05-10
- 青岛工业冷却塔与设备管理系统 05-10
- 生产设备管理系统展示 05-10
- 青岛通用设备管理系统开发 05-10
- 青岛冶金设备管理系统 05-09
- 青岛实验室与设备管理系统 05-09
- 山东资产与设备管理系统 05-09
- 甘肃设备管理系统app 05-09
- 重庆材料设备管理系统研发 05-08
- 青岛矿山设备管理系统 05-08