全自动桁架机械手的优缺点1、采用**度结构钢,整体强度高,不易振动摇晃。直线导轨和齿轮齿条运动机构,承载能力极强,刚性较好。2、安装调整要求低,相比于繁杂的关节机器人,结构设计便于人员理解、操作简单、维护方便。3、便于维护,导轨如果有损伤,螺栓连接方式,更换方便。4、可配置为全闭环系统,即会实时检测机械手控制系统发出指令和实际位置是否一致(如非全闭环、齿轮损坏等实际不移动不准确,而控制系统无法感知),Z轴检测到往下掉时可机械锁止,防止发生安全事故。5、性价比高,相对于同等负重的关节机器人,桁架机械手的造价成本更低。6、全自动桁架机械手一般架在设备上方,不占用地面空间,更利于车间规划和作业的便利性。二、全自动桁架机械手缺点桁架机械手的高度和长度,以及机械手臂的活动行程一般根据现场工作范围量身定制,通用性较差。为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用栓钉机进行施工。福建装配式全自动钢筋桁架焊接生产线怎么样
实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。广西本地全自动钢筋桁架焊接生产线联系方式根据底部模板的不同,钢筋桁架模板可分为 A、B两种类型。

等等。同时图中必须明确施工期间临时支撑布置情况。构造要求桁架下弦钢筋伸入梁边的锚固长度la不应小于5d,且不小于50mm,压型钢板伸入梁边不应小于30mm。采用A型钢筋桁架楼板时,其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;采用B型钢筋桁架模板时,其长度宜为100mm的倍数。设计时,应调整柱网及梁上翼缘宽度,与之相适应。楼板厚度大于等于100mm,小于等于300mm。楼板开孔,孔洞切断桁架上下弦钢筋时,孔洞边应设洞边加强筋,当孔洞边有较大的集中荷载或洞边长大于1000mm,应设洞边梁。钢筋桁架模板悬挑长度不宜大于7ht,否则,施工时必须设临时支撑。附录注:1.材料:上下弦采用成盘供应的冷轧带肋钢筋550级,腹杆采用成盘供应的冷轧光圆钢筋550级,底部镀锌钢板屈服强度≥330N/mm2。2.施工阶段挠度控制值为L0/180及20mm较小者。当使用对挠度值有更严格要求时,需另行设计。3.产品编号说明:4.“每沿米模板桁架用钢量”是指一块3榀桁架构成的模板,沿长度方向每米桁架的用钢量(不包括支座钢筋和底部镀锌钢板)。5.“单位面积桁架用钢量”是指平均每平方米模板桁架的用钢量(包括支座钢筋,不含底部镀锌钢板)。
具有较大的承载力。同时在隔热,隔声、防水等方面也具有一定的优势。钢筋桁架楼承板是将楼板中的钢筋制作成钢筋桁架,并将钢筋桁架与压型钢板焊接成一体的楼板zhuan用构件。在其上浇筑混凝土,形成钢筋桁架混凝土现浇楼板。具有以下优点:1)减少现场绑扎工作量70%左右,缩短工期;2)大量减少现场模板及脚手架用量;3)多层楼板可同时施工;4)钢筋排列均匀,提高施工质量;5)楼板的双向刚度相近,有利于建筑物抗震;6)工业化程度高。Three.设计要点1.现浇板设计要点1)板的钢筋宜采用大直径、大间距,但间距不大于200mm,间距尽量用200mm。板上下钢筋间距宜相等,直径可不同,但钢筋直径类型也不宜过多。2)相连几个房间的同型号、同间距板底钢筋宜连通。3)配筋计算时,可考虑塑性内力重分布,将板上筋乘以,将板下筋乘以。2.设计内容设计应进行使用及施工两阶段计算。使用阶段计算包括楼板的正截面承载力计算、楼板下部钢筋应力控制验算,支座裂缝控制验算以及挠度验算。施工阶段计算包括上下弦杆强度验算、受压弦杆和腹杆稳定验算以及桁架挠度验算。1)使用阶段楼板的正截面承载力计算,支座裂缝控制验算以及挠度验算均应符合现行国家标准《混凝土结构设计规定》。钢筋桁架楼承板是将楼板中的钢筋在工厂加工成钢筋桁架,并将钢筋桁架与镀锌板在工厂焊成一体的组合楼承板。

相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。临时支撑,钢筋桁架板无支撑板跨可以设到4.8米,普通楼承板3米,需要大量临时支撑。浙江哪里有全自动钢筋桁架焊接生产线价格
装配式建筑是建筑产业化、绿色化的重点推进方向;福建装配式全自动钢筋桁架焊接生产线怎么样
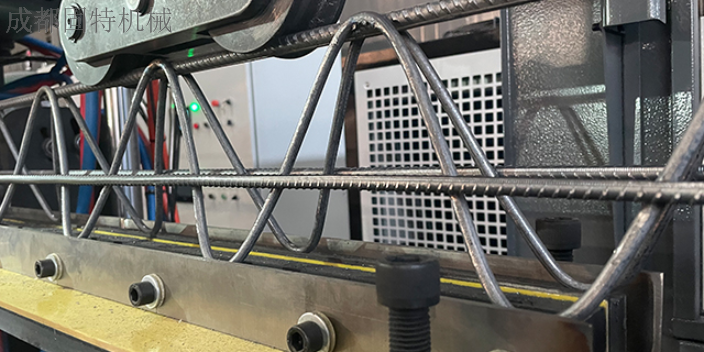
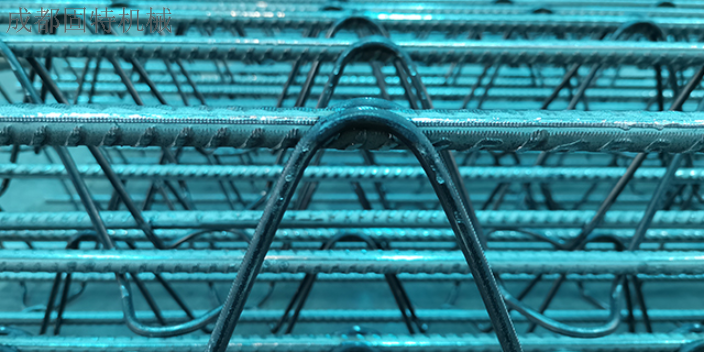
钢筋桁架板,大家可能一头雾水,这是什么鬼呢?其实,就算土木行业的人,如果不是搞钢结构的,也不是很清楚的。钢筋桁架板,诞生于2007年左右,据说是新进德国的工艺,当时耗资巨大,也想替代楼承板或者争夺楼承板市场吧。这种材料和楼承板的作用类似,也是用于楼面使用。不同的是,钢筋桁架板可以用在混凝土项目上,压型钢板用在混凝土项目上不多。钢筋桁架板是用钢筋和镀锌板两个焊接而成,其中,镀锌板选用~,相近于平板;而钢筋桁架由大量的钢筋通过焊接而成,主要起支撑受力作用。大家可以看一下图片:刚开始推广时,业内人不是特别敢用,因为是新产品,由于承担受力,大家还是比较小心,直到2010年设计规范出来,大家陆续的开始应用。很早就开始研究这个产品,不单单是对竞争性产品的敏感,同时也是对新产品新技术的关注。后来,发现了钢筋桁架板的优缺点及适用范围。具体如下:关于适用范围,厂家在宣传上强调,不管钢结构还是混凝土结构都适用的说法不一。钢筋桁架由于钢筋用量大,所以它承受的无支撑跨距大,所以对于跨距在,选用钢筋桁架板比楼承板有利的,因为它可以做很大的无支撑跨距。楼承板的*适合跨距是在,性价比较高,超过,而且施工也麻烦(相对而言)。福建装配式全自动钢筋桁架焊接生产线怎么样