- 品牌
- 熠欣
- 型号
- --
- 加工定制
- 是
- 材质
- 不锈钢,锌合金,铁,铝合金,铜,碳钢,合金钢
浇注速度:浇注速度的控制同样重要。速度过快可能会导致气体被包裹在金属液中,形成气孔;速度过慢则可能导致金属液在型腔中 prematurely solidify,造成冷隔。因此,需要通过实验和模拟来确定比较好的浇注速度。凝固控制:通过改变铸件的结构、位置或使用冷却水来控制铸件的凝固过程,可以进一步优化浇注参数。例如,使用Pro-CAST软件进行模拟计算,可以帮助预测和优化凝固温度场与固相场,从而找到**小化凝固液穴深度和比较大化凝固冷却速度的参数。实验验证:理论和模拟计算之后,还需要通过实际浇注试验来验证这些参数,确保它们能够在实际生产中避免气孔和冷隔等缺陷。质量控制:在生产过程中,持续监控浇注温度和速度,以及对成品进行严格的质量控制,是确保铸件质量的关键。你们是如何通过精密铸造来生产复杂的医疗植入物和外科手术工具的?贵州铝合金精密铸造件
设计高效的浇注系统,以避免气体夹杂、缩孔、缩松等铸造缺陷,应遵循以下原则:确保充填迅速且均匀:浇口的设计应该能够实现模具的快速和均匀充填,避免出现局部充填不足的情况。优化浇口位置与尺寸:浇口位置的选择至关重要,它应使模穴内的空气能够在成形时逃逸,避免空气被封闭在铸件内部,从而减少气体夹杂的可能性。同时,浇口的尺寸应避免产生喷射流,以免影响熔融金属的流动和模壁冲击,导致缺陷的产生。考虑浇口冷凝时间:适当的浇口冷凝时间可以有效避免材料的逆流,从而减少缩孔和缩松的发生。浇口应放置在成形品厚的区域,以减少因金属流动而产生的缺陷。设计合适的冒口系统:冒口系统的设计也很重要,它可以补偿金属冷却过程中的收缩,进一步减少缩孔和缩松的风险。采用下型设置的方式可以优化冒口系统,提高铸件的合格率。分析材料特性:对于非铁合金等特殊材料,由于其物理特性的差异,如密度小、熔点低等,需要特别考虑浇注系统的设计,以适应这些材料的特性。青海电力机械类精密铸造件供应商热处理工艺:为了提高铸件的机械性能,应该采用什么样的热处理工艺,如退火、正火、淬火或时效硬化?
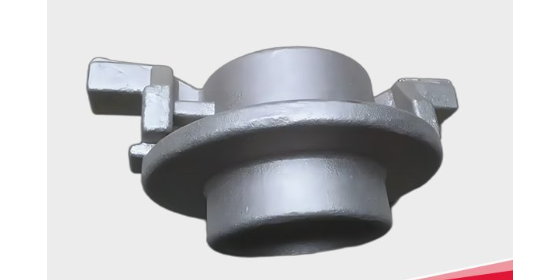
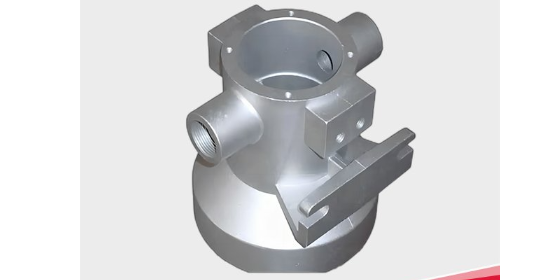
精密铸造在生产工业用泵和阀门的过程中具备多种技术优势,这些优势主要包括:设计灵活性:精密铸造能够生产出复杂形状的铸件,提供了很大的设计自由度。这意味着即使是形状复杂、尺寸精确的部件也可以直接铸造出来,而无需后续大量的机加工。同时,这种工艺允许将诸如商标、名称或数字等符号特征直接铸造在产品上,进一步提升了其适用性和识别度。材料多样性:精密铸造可以使用各种材料进行生产,包括不锈钢、碳钢、铜、铝、铁等各类合金材料。这一特性使其能够满足工业用泵和阀门在不同工况条件下对材质的苛刻要求,例如高温高压、强腐蚀介质等环境。尺寸精度与表面质量:与传统砂型铸造相比,精密铸造可以获得更精、准的尺寸和更好的表面光洁度。这对于泵和阀门的密封性能和耐久性是至关重要的,因为它们经常需要在高压和腐蚀性环境下运行。
精密铸造件能够满足能源产业对极端环境下耐久性和可靠性的高要求,主要得益于精密铸造技术本身的特点和相关材料的选择与创新。具体分析如下:使用高性能材料:在能源产业中,精密铸造件常用的材料包括高温合金、钛合金等,这些材料能够在极端的高温、高压和腐蚀环境下保持稳定性。先进的制造技术:熔模精密铸造技术是一种原料利用率高的近净成形技术,适合生产难加工类零件和复杂薄壁件,这对于能源产业中的高附加值精密部件来说尤为重要。质量控制与测试:精密铸造企业通常会实施严格的质量控制措施,包括对原材料的质量检测、生产过程的监控以及对成品的详细测试,确保每一件产品都能满足高标准的要求。精密铸造件表面粗糙度低,通常需要经过抛光、喷砂或电镀等后处理工序。

精密铸造件的表面处理技术旨在提高其表面质量、改善性能以及增强耐用性。以下是几种常见的表面处理技术及其作用:机械打磨:使用磨料和抛光技术去除铸件表面的粗糙部分,获得平滑的表面。这有助于改善零件的外观以及去除可能存在的微小缺陷。化学处理:通过酸洗或碱洗等化学反应清理铸件表面,去除氧化皮、油污或其他污染物,为后续的表面处理工序作准备。热处理:表面淬火:采用火焰或感应加热的方式提升金属表面的硬度与耐磨性;退火或正火处理:用以减少内部应力、软化金属或改善机械加工性能。喷涂:应用涂覆材料如油漆、塑料或其他特殊涂层以增加耐腐蚀性、提供装饰效果或改变表面的摩擦特性。电镀:通过电流在金属表面上沉积另一层金属或合金,如镀铬、镍、锌等,增强耐蚀性和美观度。阳极氧化:特别适用于铝及其合金,能形成坚硬的保护氧化膜,用于提高耐腐蚀性和耐磨性。真空电镀(Vacuum Metalizing):在真空状态下对产品进行金属化处理,适用于多种材料,可以提供高质量、高亮度的保护层。精密铸造如何用于制造微型化和高性能要求的电子器件部件?宁夏铜合金精密铸造件
是否有相关的质量控制体系?如何保证每一个出厂的精密铸造件都达到标准?贵州铝合金精密铸造件
对于精密铸造件的精度,这通常取决于多个因素,包括铸造材料、设计复杂度、生产设备和技术、后处理工艺等。在当前的工业标准中,精密铸造可以生产出尺寸精度和表面粗糙度非常高的零件。尺寸公差通常可以达到±0.5毫米或更小,表面粗糙度(Ra)可能低至1.6微米或更低。为了确保精度和质量,以下是一些常见的做法:使用高精度的模具和型芯,这些通常是通过数控机床(CNC)加工而成。采用高精度的熔融金属浇注系统,以确保液态金属准确充填模具。严格控制铸造过程中的温度、压力和其他关键参数。进行精确的尺寸检测,使用三坐标测量机(CMM)或其他精密测量工具来检查成品的尺寸。实施严格的质量控制流程,包括原材料检验、过程监控、检验和记录审核。符合国际质量标准,例如ISO9001,这证明公司遵守良好的生产和质量管理实践。提供全尺寸的质检报告和合格证书,以便于客户确认产品的质量和精度。因此,在讨论具体产品的精度时,需要根据实际的设计要求和生产能力来确定,并要求供应商提供详细的质量保证文件和过去的生产记录,以作为评估其生产质量和可靠性的依据。贵州铝合金精密铸造件
- 金华铜合金精密铸造件价格 2024-11-25
- 福建机床工具类精密铸造件加工 2024-11-25
- 江苏碳素钢精密铸造件供应商 2024-11-25
- 安徽机床工具类精密铸造件厂家 2024-11-24
- 上海不锈钢精密铸造件供应商 2024-11-24
- 杭州重型机械类精密铸造件 2024-11-24
- 重庆机床工具类精密铸造件供应商 2024-11-24
- 江苏精密铸造件厂家 2024-11-24
- 衢州通用机械类精密铸造件厂家 2024-11-24
- 青海铜合金精密铸造件 2024-11-24
- 河南铝合金精密铸造件价格 2024-11-24
- 河南电力机械类精密铸造件供应商 2024-11-24


