- 品牌
- 九驰
- 型号
- 41*41*2.0
- 尺寸
- 3m
- 重量
- 2.18kg/m
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 配送到厂
不锈钢轨道客车因其具有重量轻、安全性高、成本低、耐腐蚀等诸多优点成为我国目前轨道车辆的首要选择。随着当代科学技术的进步,人们对轨道客车车辆的各项品质有了更加严格的要求。电阻点焊技术已经不能满足不锈钢轨道客车生产的要求。激光焊接技术有利于明显提高轨道客车的品质。与传统焊接方法相比,激光焊接技术有无可替代的优势,将逐渐取代电阻点焊技术在不锈钢轨道客车车体中的应用。不锈钢轨道客车激光焊接头组织及性能影响的研究随着社会的发展与科技的进步,轨道交通呈现出喜人的发展态势。轨道客车因其载客量大,速度快,安全性高,逐渐成为人们主要出行方式之一。不锈钢母材主要由奥氏体和少量的铁素体和马氏体组成。焊缝成型良好,无裂纹、气孔、未焊透等...近年来,激光焊接以其特有的优势在轨道车辆制造领域逐步得到应用和推广。为了研究激光焊和电阻点焊两种焊接工艺在不锈钢轨道客车车身焊接上的应用,本文运用ANSYS有限元分析软件,建立了电阻点焊和激光焊有限元分析模型,对两种不同类型的焊接方法对比分析,结合生产实际计算在施加相同载荷条件下焊接接头的应力应变状态以及电阻点焊和激光焊的焊后残余应力。哪家生产不锈钢C型钢专业,欢迎来电咨询无锡市九驰金属制品有限公司。广东厂家定制不锈钢C型钢哪家便宜

不锈钢出现锈斑该怎样处理?a)化学方法:用酸洗膏或喷雾辅助其锈蚀部位重新钝化形成氧化铬薄膜使其重新恢复耐腐蚀能力,酸洗之后,为了去除所有的污染物和酸残留物,用清水进行适当的冲洗非常重要。一切处理后用抛光设备重新抛光,用抛光腊封闭即可。对局部有轻微锈斑的也可用1:1的汽油、机油混合液用干净抹布擦去锈斑即可。b)机械方法:喷砂清理,用玻璃或陶瓷微粒喷丸清理,研磨,刷洗和抛光。用机械方法有可能擦去以前被的材料、抛光材料或湮没材料造成的污染。所有各种污染尤其是外来铁颗粒都可能成为腐蚀的来源,特别是在潮湿环境中。因此,机械清理表面比较好应当在干燥条件下进行正规清理。使用机械法只能清理其表面,不能改变材料本身的抗腐蚀能力。因此建议在机械清理后用抛光设备重新抛光,用抛光腊封闭。江苏加工生产不锈钢C型钢哪家好徐州不锈钢C型钢产品质量哪家好呢,欢迎咨询无锡市九驰金属。
所有金属都和大气中的氧气进行反应,在表面形成氧化膜.不幸的是,在普通碳钢上形成的氧化铁继续进行氧化,使锈蚀不断扩大,终形成孔洞.可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来保证碳钢表面,但是,正如人们所知道的那样,这种保护是一种薄膜。如果保护层被破坏,下面的钢便开始锈蚀。不锈钢盆的耐腐蚀性取决于铬,但是因为铬是钢的组成部分之一,所以保护方法不尽相同.在铬的添加量达到增加,但铬含量更高时,尽管仍可提高耐腐蚀性,但不明显.原因是用铬对钢进行合金化处理时,把表面氧化物的类型改变成了类似于纯铬金属上形成的表面氧化物.这种紧密粘附的富铬氧化物保护表面,防止进一步地氧化.这种氧化层极薄,透过它可以看到钢表面的自然光泽,使不锈钢具有独特的表面.而且,如果损坏了表层,所暴露出的钢表面会和大气反应进行自我修理,重新形成这种钝化膜,继续起保护作用。因此,所有的不锈钢都具有一种共同的特性,即铬含量均在。
重工业的发展日益月滋,方便我们生活的用品、材料、科技不断的诞生,为我们所运用。不锈钢钢材的诞生是重工业发展的一个里程碑,无锡九驰小编给大家讲讲生活中不可或缺的不锈钢。不锈钢型材应用于工程建设,基于不锈钢具有良好的耐腐蚀性,所以它能使结构部件保持工程设计的完整性。含铬不锈钢还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。在实际应用成功之后,不锈钢型材具有标准规格的不锈钢角钢、扁钢和方钢。不锈钢型材应用于工程建设,基于不锈钢具有良好的耐腐蚀性,含铬不锈钢还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。不锈钢的运用,在工业设施上,前辈预计电器领域的生产奖对不锈钢的消费从8%调至10%;在水工业上,随着人们增加了环保意识,薄壁不锈钢水管的安全可靠、卫生环保等优势越来越受到人们的关注;在环保工业上,工业废气、垃圾和污水处理设施将采用不锈钢制造,而汽车行业是不锈钢运用的大规模起点。不得不说不锈钢的诞生促进的不只是工业的产业水平,更是方便了我们的生活。不锈钢只是人类历史上一大步的前进。生产不锈钢C型钢哪家厂家比较专业,推荐无锡市九驰金属制品有限公司。
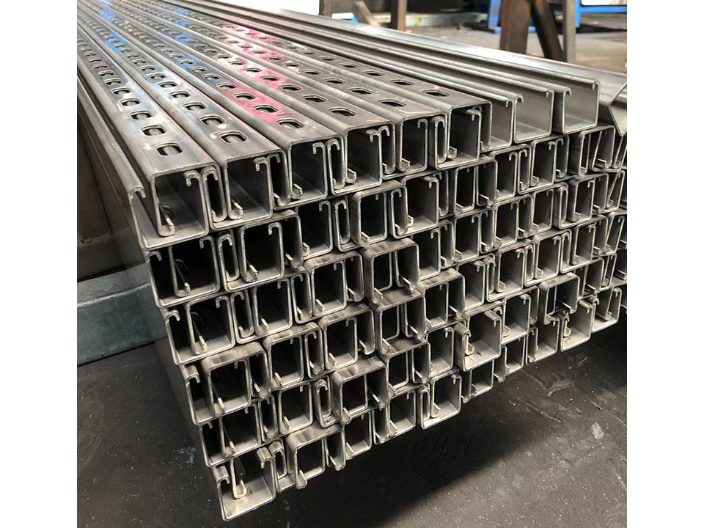
不锈钢C型钢由不锈钢冷轧卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统镀锌C型钢相比,同等强度可节约材料30%。不锈钢C型钢适用范围:用于工业厂房钢结构建筑的屋顶与墙面檩条。不锈钢异型材热挤压工艺技术开发热挤压工艺生产不锈钢异型材,相比热轧或焊接成型工艺,在生产小批量、高质量产品方面具有很大的优势。为此,课题组提出核电用不锈钢异型材全部采用热挤压工艺成型方式进行生产,具体的工艺流程为:坯料准备—环形炉加热—感应加热—润滑—热挤压—在线固溶热处理。分别是挤压速度为100、150、200、250mm/s时锭坯变形区的应变速率图。模拟结果表明,挤压模入口处是锭坯应变速率比较大的区域,且应变速率随挤压速度的增大而增大。图2-3中,挤压速度为200mm/s时,比较大应变速率在130mm/s左右,金属流动均匀,挤压力比较稳定。经过生产试验证明,挤压速度为200mm/s时,挤压过程比较平稳,制品平整光滑,满足性能要求。源头厂家销售不锈钢C型钢,欢迎来电咨询无锡市九驰金属。内蒙古厂家供应不锈钢C型钢哪家好
南京不锈钢C型钢产品质量哪家好呢,欢迎咨询无锡市九驰金属。广东厂家定制不锈钢C型钢哪家便宜
不锈钢内衬技术于20世纪60年代中期开始使用,是将薄壁不锈钢管作为载体,进行焊接成型后,以牵引绞车为动力将不锈钢内衬管从待修管道的一端牵引至另一端,不锈钢管内衬管穿插完毕之后对其进行冲压,在保压情况下对内衬管与原管线之间的缝隙进行注浆固化作业,形成与原管道紧密粘合、表面光滑的复合管。在冲压钢带时需要在内衬管与原管线之间的缝隙进行注浆固化作业,而若钢带的两侧均为光滑表面,则不方便内衬钢带与原管线注浆固定化的紧密贴合作业,此外在对不锈钢带剪切时不方便对其固定。因此,我们提出一种内衬不锈钢型钢带。通过设置冲压面,并在冲压面的表面开设有斜槽,在进行冲压操作时,能够方便通过斜槽注浆,增加注浆接触面积使得贴合更加紧密,且还在冲压面开设有卡槽,方便在切割钢带时通过卡槽进行定位固定,较为实用,适合推广与使用,解决了背景技术中所提出的问题。广东厂家定制不锈钢C型钢哪家便宜

- 湖南厂家生产不锈钢C型钢供应商 2024-11-26
- 内蒙古哪家专业生产不锈钢C型钢哪家好 2024-11-26
- 上海哪家厂家直销生产不锈钢C型钢有哪些 2024-11-26
- 不锈钢C型钢哪家好 2024-11-26
- 杭州哪家专业生产不锈钢C型钢大量库存 2024-11-26
- 河南厂家生产不锈钢C型钢哪家便宜 2024-11-26
- 广西厂家生产不锈钢C型钢大量库存 2024-11-26
- 湖北厂家定做不锈钢C型钢现货供应 2024-11-25


