- 品牌
- 源桐合金电极
- 型号
- CuCrZr+W
- 尺寸
- 按图定制
- 产地
- 深圳
- 是否定制
- 是
- 材质
- 铬锆铜+钨
镶钨电极钎焊开裂的原因可能有以下几点:焊接过程中温度过高或过低,导致焊接区域的温度梯度过大,从而引起开裂。焊接时,焊接区域的气体流动不畅,导致焊接区域的气氛不均匀,从而引起开裂。焊接时,焊接区域的应力过大,从而引起开裂。焊接材料的质量不好,或者焊接材料的配比不合理,从而引起开裂。焊接时,焊接区域的表面处理不当,从而引起开裂。针对以上原因,可以采取以下措施来避免开裂:控制焊接温度,避免温度过高或过低。确保焊接区域的气体流动畅通,保证气氛均匀。减小焊接区域的应力,避免应力过大。选择质量好的焊接材料,并合理配比。对焊接区域进行适当的表面处理,保证焊接质量。镶钨电极熔点是多少?江苏靠谱的镶钨电极专卖
镶钨电极
钨钢镶嵌后开裂的原因如下:原因一:模具原材料品质合金模具原材料品质较差或者保存不当的情况下,钨粉被氧化,材料的强韧性下降,服役承受力降低,导致模具开裂。原因二:模具结构设计硬质合金模具结构设计如果不合理,也会导致模具爆裂,比如说模具强度不够,刀口间距近,或者模板块数不够且不使用垫板。原因三:操作流程在生产前需要进行退磁处理,冲床吨位合适、规范操作猝火回火工艺等等流程操作,如果没有进行这类操作,或者操作不当,也会导致钨钢模失效。江苏靠谱的镶钨电极专卖镶钨电极是什么材质?

镶钨电极的端面直接与高温的工件表面接触,在焊接生产中反复承受高温和高压,因此,粘附,合金化和变形是电极设计中应着重考虑的问题。而电极和工件材料之间的亲和力是粘附和合金化的主要原因。抗变形能力取决于电极的强度和硬度,但端头的尺寸和形状也有很大影响,通常锥形电极的顶角大于120°。以利于端面散热和增强抗变形能力;.边缘要倒圆(R0.75mm)。使焊点压痕边缘能圆滑过渡,以提高接头的疲劳强度。电极的端面直径d和球面电极的球面半径R取决于工件厚度和需要的熔核尺寸。为了满足特殊形状工件点焊的要求,有时需要设计特殊形状的电极(弯电极)。目的是使冷却水流到电极的外表面,以加强电极的冷却,这种电极常用于不锈钢和高温合金钢的点焊;增大横断面的电极,目的是加强电极端面向水冷部分散热。为了节约铜合金的消耗,可以采用帽状电极,当电极磨损之后,只需更换其中的一小部分。也有将杆形电极头压接于电极主体上的杆状电极,但这种形式的电极散热太差,非不得已,不宜采用。
镶钨电极制作方法:准备材料:钨棒、银钎料、钳子、砂纸、清洁剂等。将钨棒用钳子夹住,用砂纸将钨棒表面打磨光滑。将银钎料切成小块,放入电极夹中,用火烧热银钎料,使其熔化。将打磨好的钨棒插入电极夹中,与熔化的银钎料接触,使其粘合在一起。等待银钎料冷却凝固后,用砂纸将电极表面打磨光滑。用清洁剂清洗电极表面,确保表面干净无杂质。检查电极的质量和尺寸是否符合要求,如有问题需要重新制作。将制作好的电极安装到设备中进行使用。镶钨电极铜钨电极材料的耐磨性也很好,可以在高速摩擦和磨损的环境下长时间使用。
镶钨电极它是一种高温电极,主要用于电弧焊、等离子切割等高温工艺中。其原理是利用钨的高熔点和抗氧化性能,它可以将钨电极表面镶嵌一层钨合金,提高了电极的耐热性和抗氧化性能,从而延长了电极使用寿命。同时,钨合金的导电性能也比纯钨好,可以提高电极的稳定性和焊接质量。镶钨电极的制作需要先将钨电极表面进行化学处理,然后将钨合金材料镶嵌在钨电极表面,进行热处理,使钨合金与钨电极表面形成一体化。镶钨电极通常用于高温、高压、高频率的电器设备。镶钨电极的工艺流程。江苏国产镶钨电极包含哪些
镶钨电极的实际应用有哪些?江苏靠谱的镶钨电极专卖
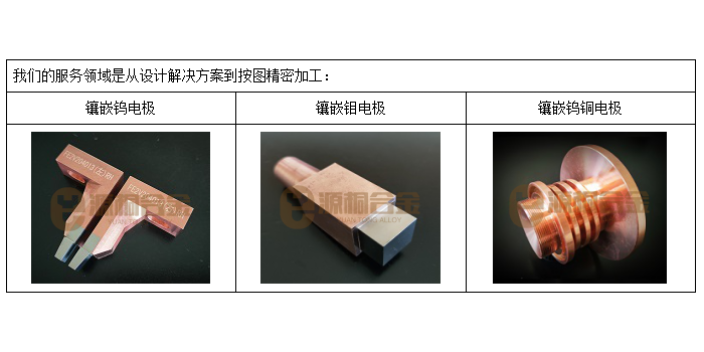
铜镶钨电极是一种电极制备材料,其主要成分是钨和铜。其中,钨是一种高熔点金属,具有高硬度、高密度、高热稳定性的特点。另一方面,铜具有优良的导电性和传热性能。镶嵌电极主要应用于电阻焊、点焊等领域,是一种高性能的电极材料。在电阻焊和点焊之中,嵌铜钨电极由于其优异的导电性、导热性和热稳定性,常用于焊接铜丝、铜片、铝合金等合金材料,以及电子元器件。和其它微型设备。常见的镶嵌电极包括钨镶嵌电极、钼镶嵌电极、钨镶嵌铜电极、银镶嵌钨电极等,根据客户的产品要求加工成各种形状的电阻焊镶嵌电极。江苏靠谱的镶钨电极专卖

在现代工业领域,尤其是焊接、热喷涂和防雷接地等工艺中,电极材料的选择对于生产效率和产品质量至关重要。其中,镶钨电极以其独特的材质和性能,在这些领域中扮演着不可或缺的角色。镶钨电极是一种以钨为基体,通过电火花加工将硬质合金或其他材料镶嵌在钨基体上的电极材料。这种材料具有高硬度、高耐磨性和良好的导电性能,适用于加工各种难加工材料和复杂形状的零件。镶钨电极的主要优点是使用寿命长、加工精度高、表面质量好,能够提高生产效率和降低成本。镶钨电极被广泛应用于多个领域,包括焊接、热喷涂、防雷等。在焊接领域。浙江加工镶钨电极用途镶钨电极镶钨电极行业现状之一、市场规模与增长近年来,随着全球制造业的快速发展和电子信...
- 宝安区镀银镶钨电极烧结 2024-11-28
- 广州耐磨的镶钨电极缺点 2024-11-28
- 河北加工镶钨电极设计 2024-11-27
- 宝安区导电的镶钨电极烧结 2024-11-27
- 河北镀银镶钨电极有哪些 2024-11-27
- 河南镀银镶钨电极批发价 2024-11-26
- 河北定做镶钨电极规格 2024-11-24
- 无锡定做镶钨电极厂家 2024-11-23
- 深圳导电的镶钨电极设计 2024-11-23
- 深圳进口镶钨电极烧结 2024-11-23



- 贵州实用镶钨电极 2024-11-21
- 上海定制镶钨电极工艺 2024-11-20
- 北京镶钨电极用途 2024-11-20
- 广州定做镶钨电极推荐 2024-11-20
- 宝安区镀银镶钨电极工厂直销 2024-11-19
- 上海镶钨电极批发价 2024-11-18




- 深圳制造电阻焊电极钨铜 11-28
- 广州耐磨的镶钨电极缺点 11-28
- 辽宁定做电阻焊电极直径 11-28
- 辽宁电阻焊电极有哪些 11-28
- 河北加工镶钨电极设计 11-27
- 宝安区镀银电阻焊电极钨铜 11-27
- 导电的电阻焊电极硬度 11-27
- 宝安区导电的镶钨电极烧结 11-27
- 上海镀银电阻焊电极批发价 11-27
- 浙江定做电阻焊电极直径 11-27