在使用旋风铣加工螺纹时,需要注意以下几点:内切法与外切法比较,刀头与工件接触弧较长,加工表面质量较高,刀具寿命较长,故应用比外切法普遍。切削速度一般控制在200-300m/min范围内,铣削可以采用逆铣或顺铣。对于外螺纹加工来说,刀尖的回转直径应比工件外径大1-1.5倍。车刀为成形车刀,即将车刀磨成与被铣削螺纹齿间槽相一致的形状。如果同时安装两把或两把以上车刀时,应注意绕刀盘体中心轴线旋转的数把车刀的相应刀刃应处于同一回转面上,以保证铣削处于同一螺旋齿间槽内,达到较好的尺寸精度和表面粗糙度。车刀应采用耐磨、抗冲击的YT类硬质合金材料。此外,旋风铣还可以通过将旋风铣刀盘倾斜至螺旋升角加工精确的螺纹,适用于细长零件,例如螺钉,能够加工出高质量的螺纹,而不会弯曲。外切式螺杆加工#机械设备 #数控旋风铣。江宁区购买螺杆旋风铣哪里买
加工工艺的分析与比较丝杠加工原来采用车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不仅效率低、本钱高,且由于小圆钢刚度低,车削、滚花时易变形,小号螺轮不能生产,为此我们设计了旋风铣削丝杠设备,不仅将转速由经验认定的1000r/min左右提升至2000r/min以上而且将铣丝滚花一次完成。其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。固然旋风铣削使小径工件有较大变形(大径件变形较小),但校正也轻易。改进后的工艺具有如下特点:表面粗糙度值减小:由切削力引起的振动减少:小径工件螺距累积误差有一定增加!溧水区大型螺杆旋风铣哪里买三头送料螺杆数控旋风铣专机设备,加工效率高,详情解说欢迎电话咨询。

外旋风机械公社同时保证铣刀的切面与螺纹的走向一致。刀盘沿X轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求,刀盘与加工件可沿同一方向或互为反向转动。机械公社在车床上用方料或圆料加工细长圆柱体是很不容易的,尤其是非金属材料:如碳棒、有机玻璃棒、塑科和术棒等,强度很低.极易破碎和断裂。生产立方氮化硼需用直径20mm碳棒,在车床上加工非常困难,所以旋风铣床,可以用方料或圆料毛坯加工成各种直径的细长圆柱体。用24X24方料加工成直径20mm米长1000mm的碳棒只需用30秒钟。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列
选择合适的切削速度需要考虑以下因素:刀具材料:不同的刀具材料具有不同的切削速度范围。工件材料:硬度、韧性等特性会影响切削速度的选择。螺纹尺寸:直径和螺距越大,通常需要较低的切削速度。机床性能:包括主轴功率、刚性等。刀具寿命:较高的切削速度可能会缩短刀具寿命。加工质量:选择能保证加工质量的切削速度。生产效率:在满足其他要求的前提下,尽量提高切削速度以提高效率。确定切削速度的方法如下:参考刀具制造商提供的推荐切削速度。查阅相关的工艺手册或标准。结合实际经验进行试切,逐步调整切削速度。考虑冷却润滑条件,良好的冷却可以提高切削速度。对不同的工件材料和刀具进行试验,以确定比较好切削速度。四头螺杆一刀成型,通止配合#多头螺纹旋风铣。

药筒螺纹是特殊牙型的内螺纹,因此梳形铣刀的外径除与药筒螺纹外径和螺距有关外,还与螺纹牙型和答应的畸变值有着密切的关系。若取得过大,易碰伤药筒,损伤机床精度;若取得过小,又易引起刀具径向波动,使得加工的螺纹表面出现鱼鳞状波纹,甚至在螺纹接头处出现凹凸不平的条带,因此,公道确定梳形铣刀的外径就显得十分重要。梳形铣刀的外径设计因历史原因一直沿用前苏联刀具谢明钦科、T·A·阿列克席也夫的有关著作及所提供的技术资料,T·A·阿列克席也夫以为:用于铣削内螺纹的梳形铣刀其外径D不能大于被加工螺纹内径d的0.9倍;谢明钦科以为:梳形铣刀的外径D应是被加工螺纹内径d的0.85~0.95倍;而有的技术资料则经验地将梳形铣刀的外径D取为被加工螺纹内径d的0.643~0.65倍。这些取值在设计应用中均出现了程度不同的质量题目,我们在理论研究和设计实践的基础上,经过大量的生产实践,提出了用于药筒螺纹加工的梳形铣刀外径的计算公式:D=(0.7~0.8)d-D式中:D——梳铣刀铲磨时的直径公差,通常取D=0.2~0.6mm该公式较好地解决了梳形铣刀外径的设计题目,能满足药筒螺纹加工的质量要求。螺杆旋风铣可以实现多轴加工,能够同时进行多个加工步骤,提高加工效率。溧水区大型螺杆旋风铣哪里买
它适用于各种金属材料的加工,包括铝合金、钢材、铜材等。江宁区购买螺杆旋风铣哪里买
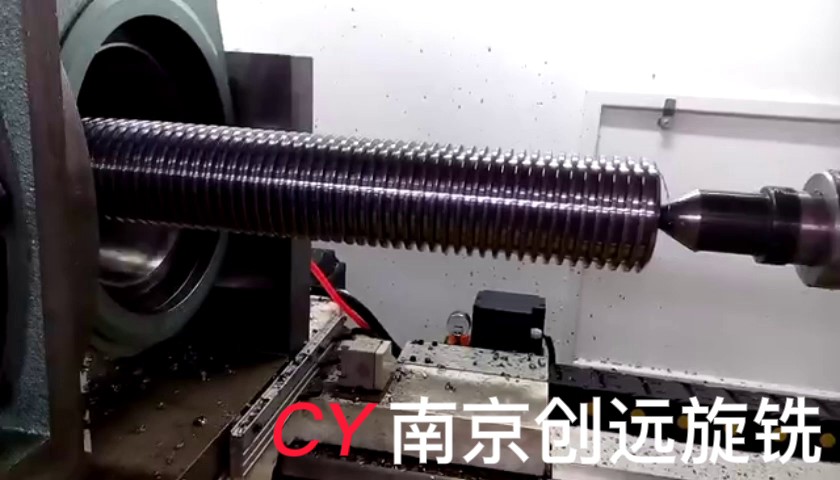
螺纹旋风铣是用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高10倍以上;2、由于是成型加工,产品一刀成形,偏心切削不需退刀,精度高!江宁区购买螺杆旋风铣哪里买