不锈钢弯头是管道安装中的一种连接管件,有一般工业级和卫生级弯头,连接两根公称通径相同的管道改变管道的连接方向,一般45℃、90℃和180℃不锈钢弯头,具有优良的强度、韧性和耐腐蚀性能,广泛应用于各个工业领域。不锈钢弯头的抛光方法有以下几种。1.机械抛光:可分为精抛光和精抛光2.化学抛光:通过化学介质的作用使表面溶解,提高效率。不需要复杂的设备。3.点解抛光:抛光液表面的金属离子和磷酸形成磷酸盐膜,粘膜作用使凹凸不平的表面光滑。弯头与管件的连接方式:常用的有焊接、快装(用于卫生级管件)、螺纹和承插。从简单到现在的各种制造工艺:推、压、焊、锻等。温州永顺管件专注20年不锈钢管道配件,为您提供四通定制,有想法的可以来电咨询!重庆通
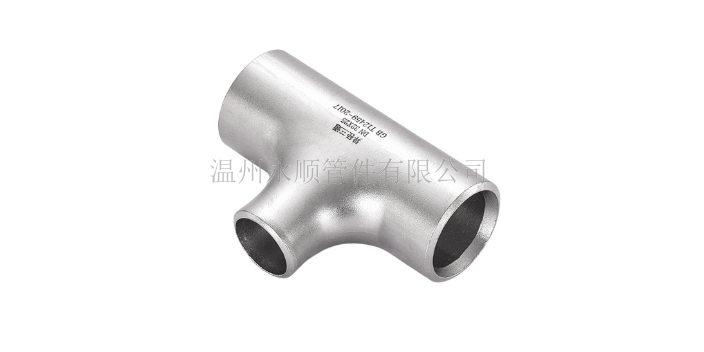
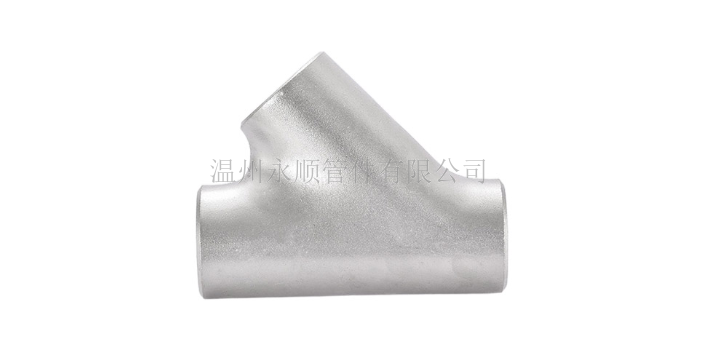
不锈钢冲压成形的弯头(接头)是早应用于批量生产无缝弯头的成形工艺,常见的不锈钢弯头其实是属于不锈钢接头中的一种。它是管道安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向,所以叫弯头。根据安装场所的需要有不同的角度和名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等。.折叠弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯。重庆通温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,期待您的光临!

在不锈钢大小头的制作过程中,对不锈钢大小头的粘接是重要的一步,在粘接之前有几个要点必须要注意:(1)焊接:所有压力管道,如煤气、蒸汽、空气、真空等管道尽量采用焊接。管径大于32mm,厚度在4mm以上者采用电焊;厚度在3.5mm以下者采用气焊。补偿器不能采用电焊。(2)承插焊:密封性要求高的管道连接,应尽量用承插焊代替螺纹连接,该结构可靠,耐压高,施工方便。(3)法兰连接:适用于大管径、密封性要求高的管子连接,如真空管等;也适用于玻璃、塑料、阀件与管道或设备的连接。(4)螺纹连接:一般适用于管径≤50mm(室内明敷上水管道可采取≤150mm),工作压力低于1.0MPa,介质温度≤100℃的焊接钢管、镀锌焊接钢管或硬聚氯乙烯塑料管与管或带螺纹的阀门、管件相连接。
退火温度是否达到规定温度不锈钢管件热处理一般是采取固溶热处理,也就是人们平常所谓的“退火”,温度范围为1040~1120度(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢管件应为白炽状态,但没出现软化吊具下垂。退火气氛一般都是采用纯氢作为退火气氛,气氛纯度比较好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽。炉体密封性光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。保护气压力为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。炉内水汽一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的不锈钢钢管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。一般如果正常的话,开炉后应该退20米左右的不锈钢钢管就会开始发亮.温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,有需求可以来电咨询!

磁石能基本区别两类不锈钢。因为铬不锈钢在任何状态下均能被磁石吸引;铬镍不锈钢在退火状态下一般是无磁性的,在冷加工后,有的会有磁性的。但含锰较高的高锰钢是无磁性的;铬镍氮不锈钢的磁性情况更为复杂:有的无磁性,有的有磁性,有的纵面无磁性而横面有磁性。因此说,磁石虽能基本区别铬不锈钢和铬镍不锈钢,但不能正确区分一些特殊性质的钢种,更不能区分具体的钢号。将钢材上的氧化层除去,放上一滴水,用硫酸铜擦,擦后如不变色,一般为不锈钢;如变紫红色,无磁性的为高锰钢,有磁性的一般为普通钢或低合金钢、各种规格。温州永顺管件专注20年不锈钢管道配件,是一家专业提供三通定制的公司,有想法的可以来电咨询!山东等径三通厂商
温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,有需要可以联系我司哦!重庆通
为什么越来越多的地方使用不锈钢管件现在越来越多的地方都会使用不锈钢管件,那么这和什么因素有着关系呢?下面一起来看看使用不锈钢管件的原因吧。1、焊接技术提高在很多应用精密不锈钢管件的条件下,对不锈钢管的规定是较为严苛的。经过多年发展,就目前的焊接技术而言,应用的焊接技术早已有氩弧焊机、等离子焊、组成焊等多种多样焊接方式,来确保不锈钢焊管的品质,不锈钢焊管的品质和应用规模层面也得到了显著提高。不锈钢焊管的焊接技术的提高也意味着取代不锈钢无缝管来运用在各个主要用途中。2、低成本、高效率不锈钢无缝管的加工过程是先将圆管钢锭放进熔炉中高溫加温,随后再历经穿孔机破孔,全部全过程成本费很高。而不锈钢焊管的生产制造相较而言成本费较低,采用已加工的钢带直接卷钢焊接后成型,制造效率很高。焊接全过程针对精密度的操纵对比无缝管非常容易,而且表层更光滑、制造速度更快。在大量生产前提条件下,不锈钢焊管的成本费至少比无缝管低20%之上。现阶段应用不锈钢焊管制作的精密不锈钢管件早已能适用于特殊条件。既能够降低成本,品质又有保证,生产速度还快。因此,不锈钢焊管成为了制作精密不锈钢管件的优先。重庆通