- 品牌
- 协豪
- 型号
- 标准
结果半年下来还是没有把PLC搞懂,其实他们只是缺少了一些PLC的实践经验。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。只要再进行一些实际的梯形图编写、程序下载、调试等操作,增加对PLC的感性认识,很快就可以掌握PLC这项技术了。开始阶段可以先学习一种品牌的PLC,因为所有的PLC原理都是差不多的,掌握了一种PLC其它的只要翻阅一下手册也就能上手使用了。初学时可以编一些简单的梯形图,如触点的与、或、输出等,在PLC的机器里运行一下。成功了就会增加你学习的兴趣、和信心。然后再把PLC的主要功能逐个运用一次,比如高速计数器,你可以用PLC本身的脉冲输出端接到高速计数器的输入端,下载编好的梯形图,打开变量观察窗口,运行程序,观察计数的值是否正确。经过了这样的实践,你基本上知道PLC到底能做哪些事情了。PLC程序开发、改造,承接电气自动化外包项目。天津基恩士PLC编程外包软件

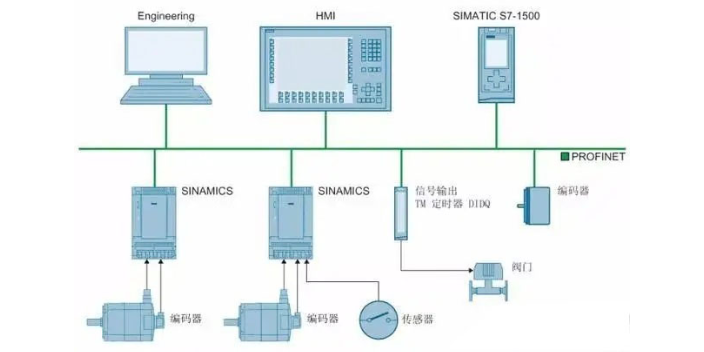
东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。PLC以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,用面向控制过程面向用户的“自然语言”编程,适应工业环境,简单易懂、操作方便、可靠性高的新一代通用工业控制装置。接下来就由协豪带大家简单了解一下PLC的基本分类方式。PLC的定义可编程逻辑控制器是一种数字运算操作电子系统,为了在工业环境下应用而设计,它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。编程逻辑控制器及其有关的设备,都应按易于与工业控制系统形成一个整体、易于扩充其功能的原则设计。PLC的分类PLC产品种类繁多,其规格和性能也各不相同。对于PLC。武汉欧姆龙PLC编程外包流程PLC是自动化工程里基本的应用领域,它取代了传统的继电器接触器的控制。
但三菱的FX2N系列有两个优势,一是高速计数器指令比S7-200方便。二是422口比西门子的PPI口皮实(因为200系列的PPI口是非光电隔离的,非规范操作和仿制的编程电缆可能会导致串口损坏)西门子近推出的S7-1200系列直接支持以太网接口,而且由于集成了计数和测量、闭环控制和运动控制的工艺,因此FX3U再次被西门子远远超越以上的比较是小型机。至于西门子的300和400系列以及更大型的TDC系列,这里就无需多言了,一句话,谁用谁知道。西门子的PCS7软件是博大精深的,所有的日系品牌都只能望其项背。学PLC,三菱是很容易上手的,因为直来直去思路简单。从学习的角度讲,肯定是西门子更好。还是那句话,用了PCS7,才知道日系的软件是垃圾。还有西门子PLC的通信口有两个,三菱的有一个,两个通信口可以一个连接下载数据线一个连接触摸屏进行调试程序,否则你就要拔下触摸屏数据线再连接触摸屏数据线来回调整程序非常麻烦。三菱系列的PLC三菱PLC英文名又称:MitsubishPowerLineCommunication,是三菱电机在大连生产的主力产品。三菱PLC在**市场常见的有以下型号:FR-FX1NFR-FX1SFR-FX2NFR-FX3UFR-FX2NCFR-AFR-QFX1S系列:三菱PLC是一种集成型小型单元式PLC。
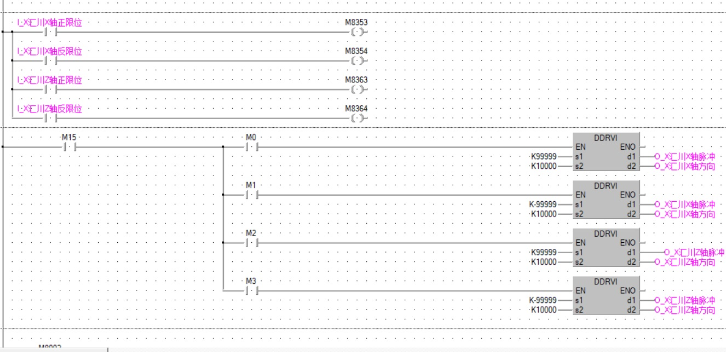
梯形图语言梯形图语言是PLC程序设计中常用的编程语言。它是与继电器线路类似的一种编程语言。由于电气设计人员对继电器控制较为熟悉,因此,梯形图编程语言得到了的欢迎和应用。梯形图编程语言的特点是:与电气操作原理图相对应,具有直观性和对应性;与原有继电器控制相一致,电气设计人员易于掌握。梯形图编程语言与原有的继电器控制的不同点是。梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,应用时,需要与原有继电器控制的概念区别对待。指令表语言指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。同时,指令表编程语言与梯形图编程语言图一一对应,在PLC编程软件下可以相互转换。图3就是与图2PLC梯形图对应的指令表。指令表编程语言的特点是:采用助记符来表示操作功能,具有容易记忆,便于掌握;在手持编程器的键盘上采用助记符表示,便于操作。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商。东莞协豪科技专注于工业程序设计、界面设计、电气布局、程序外包等领域。
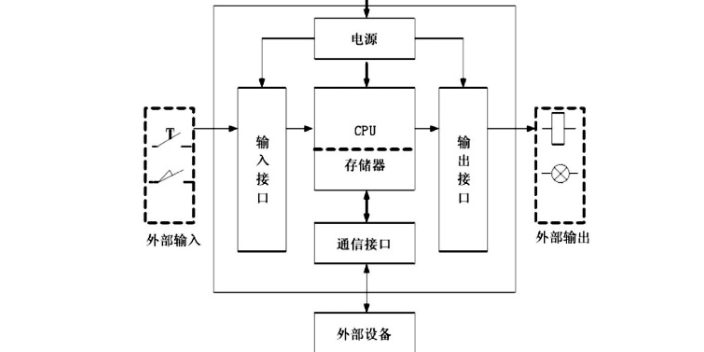
致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。则从条指令开始逐条顺序执行用户程序,直至程序结束,然后重新返回条指令,开始下一轮新的扫描,在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。PLC的一个扫描周期必经输入采样、程序执行和输出刷新三个阶段。PLC在输入采样阶段:首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入,随即关闭输入端口,进入程序执行阶段。PLC在程序执行阶段:按用户程序指令存放的先后顺序扫描执行每条指令,经相应的运算和处理后,其结果再写入输出状态寄存器中,输出状态寄存器中所有的内容随着程序的执行而改变。输出刷新阶段:当所有指令执行完毕,输出状态寄存器的通断状态在输出刷新阶段送至输出锁存器中,并通过一定的方式(继电器、晶体管或晶间管)输出,驱动相应输出设备工作。PLC编程特点编辑PLC编程的应用面广、功能强大、使用方便,已经成为当代工业自动化的主要装置之一,在工业生产的所有领域得到了的使用,在其他领域(例如民用和家庭自动化)的应用也得到了迅速的发展。**电工**会。根据PLC的功能不同,可将PLC分为小型、中型、大型三类。佛山欧姆龙PLC编程外包质量
协豪科技主要经营PLC、触摸屏及组态编程设计,电气控制桂设计安装,电气产品等外包。天津基恩士PLC编程外包软件
注:模拟输入的配线的要求1、使用**双绞线,但不连接**层。2、当一个输入不使用的时候,将VIN和COM端子短接。3、模拟信号线与电源线隔离(AC电源线,高压线等)。4、当电源线上有干扰时,在输入部分和电源单元之间安装一个滤波器。5、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。6、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。1、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/360°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。2、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[(滚轮直径*)/一圈总脉冲数]3、步进电机的位置控制就是角度控制与距离控制的综合。天津基恩士PLC编程外包软件

- 无锡基恩士PLC编程外包 2024-11-22
- 黑龙江西门子PLC编程外包 2024-11-22
- 天津欧姆龙PLC编程外包软件 2024-11-22
- 佛山基恩士PLC编程外包软件 2024-11-22
- 南京永宏PLC编程外包企业 2024-11-22
- 北京汇川PLC编程外包软件 2024-11-22
- 杭州松下PLC编程外包平台公司 2024-11-22
- 河北松下PLC编程外包价格 2024-11-22



